基本信息
- 项目名称:
- 乙烯裂解单元集散控制系统(DCS) 仿真操作中有关工艺参数调控方法研究
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 自然科学类学术论文
- 简介:
- 介绍了乙烯裂解单元集散控制系统(DCS)仿真培训软件中裂解炉升温曲线、炉膛负压和稀释蒸汽流量的控制,并对工艺参数的影响因素、实际操作过程中的相关经验操作方法和经验数据进行了详细的报道。
- 详细介绍:
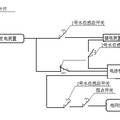
- 自从1983年燕山石化公司前进化工厂乙烯裂解装置采用CENTUM-A系统进行自控改造,至今已有14家企业76套DCS用于生产过程控制,可见DCS在石化企业中推广应用之快、应用数量之多[1-3]。为适应行业发展需要,达到高技能人才培养目标,我们石油化学工程系于2005年引入乙烯装置集散控制系统(DCS)仿真培训软件[4]。在学习过程中,本人对乙烯裂解单元里有关工艺参数调控方法进行探索研究,现报道如下: 一、 裂解炉升温曲线的控制 裂解炉的升温速度要符合升温曲线(如图所示),即开始点火后温度逐渐上升,在180-220℃之间稳定24小时(仿真时间6分钟)后,温度逐渐上升,在540-560℃之间稳定12小时(仿真时间3分钟)后,温度再上升至760℃,达到过热蒸汽高备状态。影响裂解炉升温速度的因素主要有以下三个: 第一, 燃料气的用量, 燃料气用量的多少会直接影响升温速度,同时还是衡量节能降耗的一个重要指标。在开车初始阶段我们将燃料气控制阀开到2%。这一阶段主要通过增加点燃火嘴的数目来升温,直至将所有火嘴全部点燃后温度几乎不上升或有下降的趋势时,再通过增加燃料的用量来升温,确保燃料充分燃烧, 达到降低燃料用量的目的。在增加燃料气用量时,控制阀的开度要缓慢增加,切忌大幅度地调变,这样不利于炉膛压力的稳定。经过试验发现,燃料气控制阀开到17.5%,炉子温度能够上升到550℃,燃料气控制阀开到25%,炉子温度能够上升到760℃, 投油以后,要迅速升温至832℃,这时燃料气控制阀增加的幅度较大,一般要一下增加5%,直至开到50%。 第二, 点燃火嘴的数目,裂解炉的点火总体顺序是先点燃长明灯烧嘴,再点燃底部烧嘴,最后点燃侧壁烧嘴。为了保证四路裂解炉管的出口温度尽量接近,裂解炉的点火操作要求对称进行,具体操作按所附点火顺序图进行。 经过试验我们发现,当燃料气控制阀开到2%,风门开度为50%时,将左侧壁上的2号火嘴全部打开,温度能够上升到200℃,将火嘴全部打开温度能够上升到400℃,火嘴全部打开后再通过增加燃料气的用量来升温。 第三, 风门的开度,风门的开度不但影响升温速度,还会影响炉膛压力的稳定和烟道气氧含量,如果风门开度频繁变化,炉膛压力和烟道气氧含量也会随之发生变化,不利于系统的稳定,因而我们将风门的开度一开始就开到50%,整个生产过程维持不变。 二、 炉膛负压的控制 炉膛负压是反映燃烧工况稳定与否的重要参数,是运行中要控制和监视的重要参数之一。炉内燃烧工况一旦发生变化,炉膛负压随即发生相应变化。因此,监视和控制炉膛负压对于保证炉内燃烧工况的稳定、分析炉内燃烧工况、烟道运行工况、分析某些事故的原因均有极其重要的意义。 运行中引起炉膛负压波动的重要原因为燃烧工况的变化,在引风机保持不变的情况,由于燃烧工况总有微小的变化,故炉膛负压总是波动的,当燃烧不稳定时炉膛压力将产生强烈波动,炉膛负压即相应作出大幅度的剧烈的波动。当炉膛压力发生剧烈脉动时,往往是灭火的前兆,这时必须加强监视和检查炉内燃烧工况、分析原因,并及时运行调整和处理。 本仿真过程炉膛负压要求稳定在-30Pa。建立炉膛负压的操作规程是打开底部、左侧和右侧烧嘴风门→启动引风机→用压力控制阀将炉膛压力调节到-30Pa。但是在操作时我们发现仅停留在此处并不能将压力稳定。经过反复试验发现如下措施比较可靠:启动引风机后将压力控制阀开到100%,接着引入燃料气、点燃长明灯火嘴,将1号火嘴点燃几个(一般3-4个)使裂解炉缓慢升温后再返回来控制压力,小幅度减小控制阀的开度,大概减小到开度为90%时压力能够稳定在-30 Pa。但是此时的稳定只是暂时的,随着点燃火嘴数目的增加和燃料气用量的增加均能导致根据压力发生变化,此时,只要依次小幅度地减小压力控制阀的开度,就能够达到稳定压力的目的,最终控制阀的开度为50%。 三、稀释蒸汽流量控制 稀释蒸汽在起到降低烃分压作用的同时,还具有稳定炉管裂解温度、减轻炉管中铁和镍对烃类气体分解生碳的催化作用及部分清焦的作用。但是加入水蒸汽的量,不是越多越好,增加稀释水蒸汽量,将增大裂解炉的热负荷,增加燃料的消耗量,增加水蒸汽的冷凝量,从而增加能量消耗,同时会降低裂解炉和后部系统设备的生产能力。水蒸汽的加入量随裂解原料而异[5、6],本仿真培训系统以石脑油为原料,正常运行后石脑油与水蒸气的质量比为2:1。每台 裂 解 炉有四股进料,每股进料都配有一股稀释蒸汽,目的是尽量优化稀释蒸汽与进料比,提高乙烯产品收率。 在操作规程里对于稀释蒸汽流量的控制操作有以下七步: 第一,当炉膛温度达到200℃时,向炉管内通入稀释蒸汽。我们将四路炉管的控制阀均开到23.3%,这样可以控制四路炉管稀释蒸汽流量均匀防止偏流对炉管造成损坏,待平稳后稀释蒸汽的流量均为2.25 T/H。在实际操作的时候,这里有一个问题需要注意,就是不能等温度到达200℃后才开始通入稀释蒸汽,因为当温度达到180℃时,智能评分系统已经开始评分,如果等温度达到220℃评分过程结束, 通入稀释蒸汽的流量还没有稳定在2.25 T/H,就得不到满分。我们知道稀释蒸汽流量的稳定需要一个过程,并且根据升温曲线可知,在180-220℃需要恒温6分钟。而通入稀释蒸汽的温度为169℃,它会起到降温的作用,会使得温度波动较大,不利于恒温,鉴于此,我们采取提前通入稀释蒸汽的方法,即在170℃之前就开始通入,操作起来时间较充足、效果较好。 第二,炉膛温度在200-550℃时,稀释蒸汽量为正常稀释蒸汽流量的100%。这里需要做一个说明,正常稀释蒸汽流量为4.5 T/H,所以在这个温度段“稀释蒸汽量为正常稀释蒸汽流量的100%”即稀释蒸汽流量为4.5 T/H,此时四路炉管的控制阀均开到50%,待流量稳定后即可达到要求。那么,什么时候开始将稀释蒸汽流量控制阀调至50%?这是此次操作的重点和难点。温度低于540℃就开始调会扣第一步的分数,温度超过550℃再调,本步骤评分过程结束。经过试验得出最佳调节温度为545-548℃。由于可操作温度范围较狭窄,通入稀释蒸汽后系统会降温,并且升温曲线要求在540-560℃之间要稳定3分钟,我们采取“先恒温再调蒸汽”的方法进行操作,即当系统温度达到540℃时即开始将少增加甚至不增加燃料气用量,使系统在545℃之前就恒温够3分钟,然后开始将稀释蒸汽控制阀调至50%。当然,通入稀释蒸汽后炉膛温度会下降,此时需要根据降温情况及时增加燃料气的用量,同时要注意燃料气的增加不能一下增加太多,要控制好节奏,否则温度迅速超过550℃评分过程结束,而稀释蒸汽流量还没有稳定在4.5 T/H,导致得分低。 第三,当烟气温度超过220℃,打开稀释蒸汽原料跨线阀门,引适量的稀释蒸汽进入石脑油进料管线,防止炉管损坏。这里的“适量”,也就是对阀门的开度并没有特殊要求,但是四路稀释蒸汽管道内此时稀释蒸汽的流量均为4.5 T/H,为了使系统处于稳定状态,所以往往将四路石脑油进料管道的阀门也开到50%。 第四,炉膛温度在550-760℃时,稀释蒸汽量为正常稀释蒸汽 量的120%。此时稀释蒸汽的流量为5.4 T/H,阀门的开度为60.8%或微调,温度在755-758℃之间时调节阀门,稀释蒸汽流量发生变化后,体系仍然会伴随有温度下降,此时仍然通过增加燃料气的投入量来将炉膛温度维持在760℃。 第五,炉膛温度在760-投油温度时,稀释蒸汽量为正常稀释蒸汽流量的100%。 第六,石脑油进料量增加到正常值后, 迅速关闭稀释蒸汽原料跨线阀门,停止向石脑油进料管道通蒸汽。 第七,将石脑油裂解的炉膛温度增加至正常操作温度 832℃后。迅速将稀释蒸汽减至正常值,控制流量为4.5T/H。 乙烯裂解单元中需要控制的工艺参数还有汽包液位、烟气氧含量、过热蒸汽温度、总投油量以及急冷器出口温度等。所有工艺参数之间互相关联,可以说是牵一发动全身,在实践过程中要不断总结经验,优化控制方案,实现总的控制目标,即:第一,维持裂解炉系统安全运行;第二,维持所希望的最佳转化率,使各组炉管之间温差最小;第三,维持合理的进料油气比;第四,维持所要求的总投油量;第五,通过氧量控制,维持理想的空燃比,使热损失最小。
作品专业信息
撰写目的和基本思路
- 乙烯装置平稳开车和平稳运行对于保护装置、节能降耗及提高装置经济效益都起着至关重要的作用。 本文对裂解炉开车操作过程中升温曲线、炉膛负压和稀释蒸汽流量等重要工艺参数的影响因素进行分析并对经验操作方法和经验数据进行详细的报道。
科学性、先进性及独特之处
- 操作方法及经验数据来源于对乙烯裂解单元集散控制系统(DCS)的反复实践,方法有效,数据可靠,能为相应的岗位操作工、相关课程教学及培训学员提供借鉴和参考。
应用价值和现实意义
- 近年来,我国乙烯工业发展较快,不断有新的乙烯装置投产,因而会产生更多的乙烯岗位从业人员,鉴于此,将乙烯裂解单元集散控制系统(DCS) 仿真操作中有关工艺参数调控方法进行报道,以便为相应的岗位操作工、相关课程教学及培训学员提供借鉴和参考。
学术论文摘要
- 介绍了乙烯裂解单元集散控制系统(DCS)仿真培训软件中裂解炉升温曲线、炉膛负压和稀释蒸汽流量的控制,并对工艺参数的影响因素、实际操作过程中的相关经验操作方法和经验数据进行了详细的报道。
获奖情况
- 兰州石化职业技术学院石化挑战杯一等奖
鉴定结果
- 兰州石化职业技术学院石化挑战杯一等奖
参考文献
- 1 。 2 李绍宇,徐竹林,乙烯生产中计算机控制的应用,乙烯工业,1994,1,40-42. 3 刘伟,马英彤,大庆石化成功实施集散控制系统(DCS),数字化工,2005,8,11-13。 4 乙烯装置仿真软件,东方仿真。 5 王焕梅主编,有机化工生产技术,北京:高等教育出版社,2007年。 6 崔克清主编,化工工艺及安全,北京,化学工业出版社,2004年。
同类课题研究水平概述
- 乙烯裂解单元集散控制系统(DCS)仿真培训软件中裂解炉升温曲线、炉膛负压和稀释蒸汽流量的控制,并对工艺参数的影响因素、实际操作过程中的相关经验操作方法和经验数据属于国内先进水平。