基本信息
- 项目名称:
- 两相厌氧发酵处理养猪废水一体化装置
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 本设计采用两相厌氧工艺可以提高处理效率,充分分解有机物,使出水达标。采用两段厌氧消化工艺对高浓度养猪场废水进行处理可提高系统的处理效果,增强系统运行稳定性和抗冲击负荷能力,减少养猪场废水直接生成有机酸所造成的系统酸化的危险。对传统升流式固体反应器(UASB)进行改进,在保留UASB各项优势的前提下,使料液与厌氧微生物接触更充分,提高了反应器的传质效率、甲烷产气率和COD去除效果。
- 详细介绍:
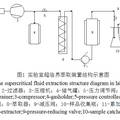
- 本设计针对养猪场废水进行处理,养猪场废水是一种难处理废水,采用两相厌氧工艺可以提高处理效率,充分分解有机物,使出水达标。采用两段厌氧消化工艺对高浓度养猪场废水进行处理可提高系统的处理效果,增强系统运行稳定性和抗冲击负荷能力,减少养猪场废水直接生成有机酸所造成的系统酸化的危险。对传统升流式固体反应器(UASB)进行改进,反应器内设置专用搅拌器,搅拌器间歇开启,在保留UASB各项优势的前提下,使料液与厌氧微生物接触更充分,反应温度更均匀,提高产气率,同时还解决了传统UASB的堵塞问题,提高了反应器的传质效率、甲烷产气率和COD去除效果。总体实验由承接关系的3部分组成:一是研究温度对水解酸化的影响;二是在最优温度下研究进料质量分数对水解酸化的影响;三是采用前两部分的结论进行维持高产气实验,从而得到高的容积产气率。 厌氧生物处理技术已在废水处理中发挥了不可替代的作用,厌氧生物法主要应用于处理生活污水中的污泥及废弃物,为消除有机污染和保护环境开辟了一条高效地好的新途径。目前在国内厌氧处理工艺形式多样,特点各异,但其基本原理都是厌氧水解菌和厌氧产甲烷菌的代谢活动,将污染物中的大分子有机污染物水解为小分子的醇类和有机酸,最终转化为甲烷和二氧化碳(沼气的主要成分。) 厌氧生物处理的优点: 1) 厌氧生物处理可技术动力消耗 2) 厌氧生物处理可产生生物能 3) 厌氧生物处理的污泥产量少 4) 对氮和磷的需要量低 5) 厌氧消化对某些难降解的有机物有较好的降解能力 近年来我国养殖业正在蓬勃发展,大量规模化养猪场不断出现,使养猪业向优质高效发展。然而养猪场所产生的大量粪尿及废水却给环境带来了很大的压力,这些粪尿及废水大多未经过妥善回收利用与处理即直接排放,对环境造成了严重的污染,成为生活中又一个重要的污染源。养猪场的粪尿与废水是高浓度的有机排放物,悬浮物和氨氮含量大,恶臭高,而养猪行业又属于微利行业,因此养猪场的粪尿与废水处理难度较大。 两相厌氧发酵处理养猪废水一体化装置的关键技术是使用过程中废水的投加方式,沼液沼渣的排出时机,各种类型垃圾的投加比例(控制C/N值),沼气的净化液的更新。 垃圾的投加方式:养猪废水是投加的原料,注意这些原料需要经过搅拌后投加效果比较好,同时注意一次的投加量,每次投加后要进行充分搅拌。 沼液沼渣的排出时机:经过一段时间的产气后要排出沼液沼渣,防止氨氮过高影响产期率。 各种类型垃圾的投加比例(控制C/N值):各种垃圾的C/N值不同,应对垃圾的投加进行配比,启动时使C/N值不大于30∶1,运行中C/N值6~30∶1比较合适。 沼气的净化液的更新:沼气净化采用的是石灰水净化,石灰水的更换要及时。 使用时要防爆:原理及方法是沼气与空气在一定的混合比和遭遇明火情况下会引起沼气爆炸或燃烧。消焰器的设置有效地防止了外部火焰进入沼气系统及火焰在管路中的传播,进而保证了系统的安全运行。在所有沼气系统与外界连通部位(如:与真空压力安全阀、机械排气阀连接安装处),以及气柜、沼气压缩机、沼气锅炉、沼气发电机、废气燃烧器沼气管进口处都设置了消焰器。消焰器内部填充了金属填料,当火焰通过消焰器填料间缝隙时,热量被吸收,温度降低到燃点以下,达到消焰目的。 厌氧消化就是在无氧的条件下,由兼性菌和专性厌氧菌(甲烷菌)降解有机物,分解的最终产物为二氧化碳和甲烷的过程。此过程非常复杂,当前较为公认的理论模式是将厌氧消化分为液化、产酸和产甲烷3个阶段。严格的厌氧环境产酸菌和产甲烷菌都是厌氧性细菌,尤其是产生甲烷的甲烷菌是严格厌氧菌。因此,建造一个不漏水、不漏气的密闭沼气池(罐),是人工制取沼气的关键。 厌氧消化是一个系统过程,主要的影响因素有以下几个: (1)温度:温度对污泥的分解速率和产气量有较大的影响,通常在实际工程中都采用中温消化,因为所需的温度越高,加热生污泥至消化温度所需的热量也相应增大,消化池与环境的温差大使热损失越多。 (2)酸碱度:从发酵过程来看,酸性阶段产乙酸,使污泥的pH值降低,碱性阶段分解乙酸,使污泥的pH值升高,所以在正常的甲烷发酵过程中,无须随时调节。为了产气早、产量高,可以将启动时的pH值调到7.5~7.8。 (3)搅拌:搅拌的目的是使装置内各处温度均匀,进入的原料与池内的熟料完全混合,底质与微生物完全接触,防止发酵浆料分层,底部物料出现酸积累。 (4)营养与碳氮比:消化池的营养由投配污泥供给,营养配比中最重要的是C/N比。C/N比太高,细菌氮量不足,消化液缓冲能力降低;C/N比太低,含氮量过多,使有机物分解受到抑制。对于污泥消化处理来说,C/N为(10~20)∶1较合适。 (5)投配率:投配率系数是指每日加入消化池的新鲜污泥体积与消化池体积的比率。正常运行的消化池处于碱性发酵阶段,如果加入的生污泥过多,则酸的生成速率将大于酸的分解速率,挥发酸将在污泥中积累,破坏碱性发酵;但如果加入的生污泥过少,消化池的容积将增大,增加运行费用。因此,污泥的投配率应适当,一般在5% ~12%。 (6)有毒物质:有毒物质主要包括重金属、Na+、K+、Ca2+、Mg2+、NH4+、表面活性剂以及SO42-、NO3-、NO2-等,它们对甲烷细菌有抑制作用。 两相厌氧法是一种新型的厌氧生物处理工艺,1971年Ghosh和Pohland首次提出两相两相发酵概念,即把产酸和产甲烷两阶段独立反应器在各自最佳环境条件并将两反应器串联形成两相厌氧发酵系统即两相厌氧流化床。 特点: 1) 产酸和产甲烷两阶段独立,提高各自反应速率。 2) 酸化反应器有一定缓冲作用,缓解冲击负荷对后续产甲烷反应器的影响。 3) 酸化反应器反应进程快,水力停留时间短,COD浓度可去除20%—25%,能够大大减轻产甲烷反应器的负荷。 4) 负荷高,反应器容积小,基建费用低。 两相厌氧发酵工艺分别为产酸菌和产甲烷菌,提供了最佳的生理环境,发挥了它们各自的最大活性,因而具有比单相厌氧发酵工艺更高的处理能力和处理效率,成为沼气发酵的主要利用技术。我国采用两相厌氧发酵工艺直接处理畜禽粪便的研究与应用相对较少,目前以中温全混合式工艺占主导地位,部分新建的沼气工程采用了这一先进的工艺技术。中温两相厌氧发酵可使猪粪、牛粪和鸡粪的容积产气率分别达到1.7~2.2m3/(m3•d),1.2~1.5m3/(m3•d)和2.4~4.2m3/(m3•d)。国外在这方面的研究比较早,技术也比较成熟,如德国MBB公司采用500m3两相厌氧罐发酵猪粪,中温产气率为5m3/(m3•d);丹麦VEGGER沼气实验场以牛粪为主,在50℃高温发酵产气率为5m3/(m3•d);Jewell等在中温35℃厌氧发酵牛粪,全混合式和塞流式的容积产气率分别达到2.13 m3/(m3•d)和2.32m3/(m3•d)。可见,我国畜禽粪便的两相厌氧发酵技术水平还有待进一步提高。
作品图片

作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
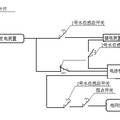
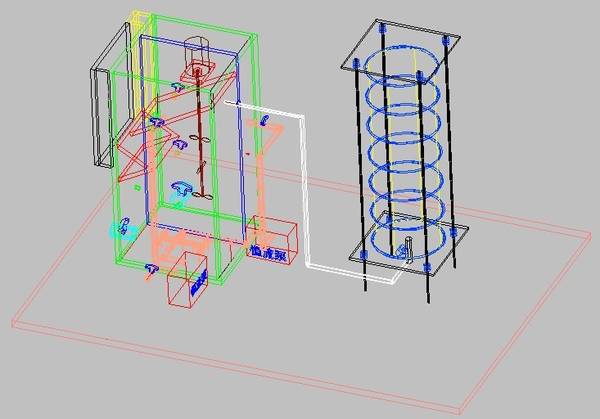
- 厌氧发酵分为产酸和产甲烷2个阶段,故我们设计一体化两相厌氧发酵装置来解决两个阶段需要不同的环境的问题。由于产酸和产甲烷的速度不同,需要控制两个阶段的停留时间,因此设计了两个反应池,并根据停留时间进行容积设计,根据两个反应池进水的流速流量控制反应进度,使反应顺利进行。同时控制水温、pH值、COD、NH4+、VFA优化处理效果。技术的关键在于控制好产甲烷段的pH值、VFA、温度来防止水质酸化。主要技术指标是COD去除率、NH4+去除率、产气量。
科学性、先进性
- 影响厌氧消化作用的因素有很多,如:反应器类型、反应条件、微生物种群、拮抗/协同作用、驯化等,这些因素使抑制物质在不同条件下的抑制浓度范围具有很大差异。运用一体化两相厌氧发酵处理原理,在厌氧的条件下使养猪粪尿和废水中的各种有机质最终转化为沼气,分别通过有机质液化,产酸、产氢、产甲烷三个阶段,达到回收利用,解决上述影响因素,控制条件使反应连续高效进行。在目前同类研究中,已经有较多成熟的经验, 但是采用一体化设计的较少,用于处理养猪废水的较少,由于养猪废水处理难度较大,所以本研究能解决这一问题将是较大的突破。
获奖情况及鉴定结果
- 无
作品所处阶段
- 实验室阶段
技术转让方式
- 无
作品可展示的形式
- 模型,图纸,图片
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- , 养猪场所产生的粪尿及废水大多未经过妥善回收利用与处理即直接排放,对环境造成了严重的污染。养猪场的粪尿与废水是高浓度的有机排放物,悬浮物和氨氮含量大,恶臭高,因此养猪场的粪尿与废水处理难度较大。一体化两相发酵厌氧处理在处理过程中污泥产量少,对氮和磷的需要量低,对某些难降解的有机物有较好的降解能力,同时解决了由于产酸过快导致处理过程中酸化,致使厌氧污泥难以有效处理废水的问题。一体化两相发酵厌氧处理的应用不仅开拓了厌氧生物处理的市场,还有效的解决了当前面临的环境问题。
同类课题研究水平概述
- 养猪场废水集合了养猪场饲养过程中由生猪排放的液体代谢产物和冲洗固体粪便和残余饲料所产生的高浓度有机废水。废水的水质水量与养猪场的生产方式直接相关。目前国内外规模化养猪场存在的主要清粪工艺有水冲式、水泡粪和干清粪工艺。我国大部分规模化养猪场采用水冲式工艺。一个万头养猪场采用水冲清粪仅废水量每天就高达150~250m3。猪场废水具有以下特点:排放量大,冲击负荷大;固液混杂,有机质浓度高(COD高达5 000~20 000mg/L,BOD5高达2 000~8 000mg/L),处理难度很大;含氮量高,碳氮比失调。生猪养殖业利润低,市场压力大,研究经济有效的处理技术有利于促进我国畜牧业的可持续发展。 目前养猪场污粪处理的主要方法是以厌氧发酵为主,辅之以好氧、物理和化学处理。在这一工艺中,厌氧发酵是一重要步骤。厌氧发酵具有处理量大、占地小的优点,能使废水中COD值大幅度下降,并产生能源沼气。因此,厌氧发酵是整个废水处理工艺的核心,它决定着整个处理工艺运行的状况。围绕着厌氧发酵装置,国内外进行了大量的研究,采用各种不同的厌氧反应器进行实验,以提高其性能,开发高效的猪粪厌氧发酵设备。 厌氧处理技术经历了一个漫长的过程,从最初的化粪池、厌氧接触法的基础上发展了上流式厌氧污泥床(UASB)、厌氧生物滤池(AF)、厌氧序批式反应器(ASBR)、两相厌氧消化法、内循环(IC)反应器、厌氧折流板反应器(ABR)等工艺。厌氧处理具有能量需求低、可产生能源—沼气、污泥量低、投资省、能耗低等特点。随着现代高效厌氧反应器的处理以及对厌氧技术原理的深入认识,高效厌氧反应器将更多的应用于猪场废水处理工艺中。对于利润低微的猪场废水,厌氧处理技术是把废水处理和能源回收利用相结合的一种技术,是一种有效、简单又费用低廉的废水处理技术。两相厌氧发酵工艺分别为产酸菌和产甲烷菌,提供了最佳的生理环境,发挥了它们各自的最大活性,因而具有比单相厌氧发酵工艺更高的处理能力和处理效率,成为沼气发酵的主要利用技术。我国采用两相厌氧发酵工艺直接处理畜禽粪便的研究与应用相对较少,目前以中温全混合式工艺占主导地位,部分新建的沼气工程采用了这一先进的工艺技术。