基本信息
- 项目名称:
- 大型风机轮毂球墨铸铁的近精量化工艺开发
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
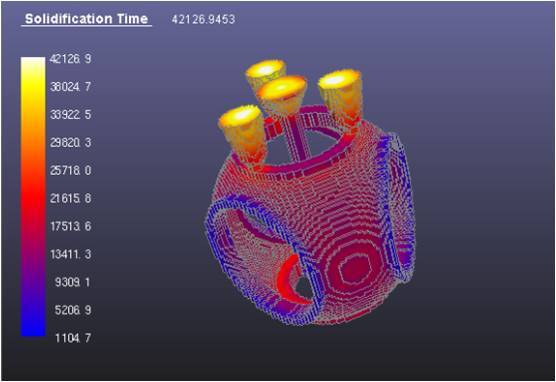
- 2009年我国已成为世界上仅次于美国的第二大风电大国,但风电零部件已成为制约风电发展的一个瓶颈。本项目针对风电核心部件之一风机轮毂的球墨铸铁铸造工艺进行近精量化工艺开发,精简风机轮毂浇注设计,改善补缩系统,利用计算机模拟技术模拟铸造流程,同时采用x-ray技术实时观测浇注过程,减少设计成本,从而实现球墨铸铁风机轮毂的零缺陷与优势产品开发。符合节能环保,绿色科技的理念。
- 详细介绍:
- 一、风机轮毂目前状况 2009年我国已成为世界上仅次于美国的第二大风电大国,但风电零部件已成为制约风电发展的一个瓶颈。本项目针对风电核心部件之一风机轮毂的球墨铸铁铸造工艺进行近精量化工艺开发,精简风机轮毂浇注设计,改善补缩系统,利用计算机模拟技术模拟铸造流程,同时采用x-ray技术实时观测浇注过程,减少设计成本,从而实现球墨铸铁风机轮毂的零缺陷与优势产品开发。 二、存在问题 1)风机轮毂结构特点——尺寸大、重量大、壁厚不均匀的壳体型结构,造成其实际铸造过程中产品合格率低、工艺出品率低、材料浪费较大、产品力学性能较差、石墨形态不满足要求等缺陷; 2)由于风机轮毂采用球墨铸铁进行铸造,在铸造过程中易产生石墨化析出,产生体积膨胀,因此导致铸件尺寸与实际零件尺寸偏差较大,容易产生后续机械加工量大、生产周期长、产品成本提高。 3)由于铸件尺寸较大、壳体型结构,而且壁厚极不均匀,易导致铸件产品存在较大的残余应力,如何在铸造过程中调整工艺设计减少铸件的应力与变形时一个难点。 三、解决方案 1)采用计算机模拟技术对球墨铸铁风机轮毂铸造全过程进行模拟分析,分析工艺参数对充型凝固过程中的铸件缺陷预测、分析铸件凝固过程中的应力分布的影响,进而通过模拟对工艺参数进行优化,降低铸造风机轮毂的残余应力,减少铸造轮毂的缺陷。 2)针对风机轮毂的球墨铸铁铸造,采用尽可能降低充型温度,提高铸件充型速度,减少充型过程热量损失,实现球墨铸铁的无冒口设计,并通过对砂型结构的设计,实现对风机轮毂冷却速度的控制,避免铸件产生缺陷,和由于局部应力过大产生较大变形进而影响到铸件的尺寸。 3)针对充型凝固过程不可观测,导致在充型凝固过程产生缺陷的不可知性,在本方案中将利用中科院金属所的铸造过程X-Ray实时观测系统对风机轮毂模型件的铸造充型凝固过程进行实时观测,分析并改进工艺方案,提高产品合格率。 四、通过对风机轮毂球墨铸铁的近精量化工艺设计,要实现以下几个目标:1)风机轮毂的工艺出品率在85%以上,即除少量的浇注系统外,液体金属全部进入铸件型腔内,从而实现材料与能源的节约,同时缩短整个产品的生产周期。2)通过控制轮毂铸造工艺参数,改进浇注系统设计,实现风机轮毂在凝固过程中,冷却速率保持基本一致,从而保证风机轮毂微观组织中球墨形态均匀,残余应力与参与应变较小,铸件产品与零件产品尺寸偏差小于10%。 五、项目创新点:1)计算机设计与优化铸造工艺,实现铸件产品的近精量化和零缺陷;2)通过X-Ray射线对浇注过程实时观测,实现浇注系统和铸件结构的合理优化;3)低温快速充型技术,表面铸造过程产生缺陷,同时保证球墨铸铁组织细小,石墨形态均匀;由于球墨铸铁的成本较低和球墨铸铁的良好减震性能,目前国内大型风机轮毂均采用球墨铸铁制造。由于风机轮毂结构特点——壳体件、壁厚不均匀,空洞较大,以及球墨铸铁在凝固过程中存在石墨化析出,使其体积膨胀这一特点,导致砂铸风机轮毂产品的合格率低、工艺出品率低、后续机械加工量大,加工周期长,生产成本高。 为了突破传统砂型铸造的尺寸精度差、缺陷多、存在应力变形等问题。在大型风机轮毂的设计上首先采用了计算机模拟进行工艺参数优化,利用计算机模拟确定各部位的冷却速度,进而针对性的改进砂型结构;其次利用X-Ray技术实时观察铸件充型凝固过程,确定液体进入型腔时间和填充时间,从而确定所设计的工艺参数能够保证铸件充型完整。 六、适应范围及推广前景的技术性说明及市场分析和经济效益预测 2009年全球新增风电装机37466MW,累计风电装机157899MW,中国大陆新增装机13803.2MW,年同比增长124%;占全球新增装机总量的34.7%,排名世界第一。同时累计装机总量达到25805.3MW,年同比增长114%,仅次于美国位列世界第二。 2007年我国兆瓦级风电机组的装机容量已占到当年新增市场的51%,并且逐年增加,2008年占72.8%,2009年占86.8%。1-2MW的机组中所需铸件约为15-35吨,4.5MW风力发电机组中所需铸件达35-50吨,这些数据仅以陆地风机为例,海上风机所需铸件重量更大,因为海上风机重量大于同类型的陆地风机重量,如Vestas-3MW(initial)风机仅机舱和转子总重104吨,而Vestas-3MW(current)风机机舱重110吨。轮毂为例,某铸钢公司试制的1.5MW风机的轮毂达12吨,而3MW风机的轮毂一般重达20吨左右,再加上其它零部件,风机中铸件的重量应该更大,我国某个企业生产的1.5MW风机,铸件总重量达50吨。欧洲风力协会等单位预测欧洲每年增加约6000MW风力发电机组,约需铸件10万吨/年,2005-2008年全世界约增加40,000MW,每年需铸件20万吨。随着节能减排的要求,风电将以超常规的速度发展,目前我国已有注册的兆瓦级风电企业83家,这些企业正从1.5MW向3MW,4.5MW风机方向发展,这将大大推动对风机轮毂的需要,可以说在风电市场上,生产高质量球墨铸铁的市场前景非常广阔。
作品图片


作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
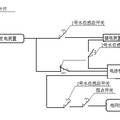
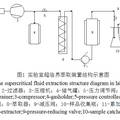
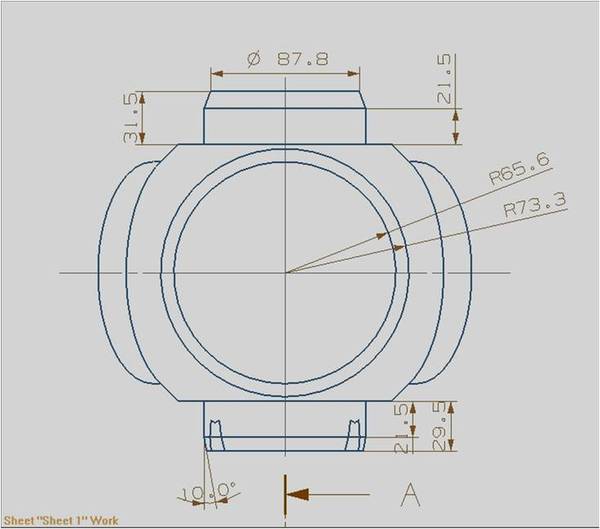
- 1.风机轮毂存在问题 1)尺寸大、重量大、壁厚不均匀的壳体型结构,造成其实际铸造过程中产品合格率低、工艺出品率低、材料浪费较大、产品力学性能较差、石墨形态不满足要求等缺陷。2)由于采用球墨铸铁进行铸造,在铸造过程中易产生石墨化析出,产生体积膨胀,因此导致铸件尺寸偏差较大。3)铸件尺寸较大、壳体型结构,而且壁厚极不均匀,易导致铸件产品存在较大的残余应力。 2.解决方案 1)采用计算机模拟技术对铸造全过程进行模拟分析。通过模拟对工艺参数进行优化,降低铸造风机轮毂的残余应力,减少铸造轮毂的缺陷。2)针对风机轮毂的球墨铸铁铸造,采用尽可能降低充型温度,提高铸件充型速度,减少充型过程热量损失,并通过对砂型结构的设计,实现对风机轮毂冷却速度的控制。3)针对充型凝固过程不可观测,导致在产生缺陷的不可知性,本方案中将利用中科院金属所的铸造过程X-Ray实时观测系统对模型件的铸造充型凝固过程进行实时观测,分析并改进工艺方案,提高产品合格率。 3.项目目标:1)风机轮毂的工艺出品率在85%以上。2)通过控制铸造工艺参数,改进浇注系统,实现在凝固过程中,冷却速率保持基本一致,从而保证风机轮毂微观组织中球墨形态均匀,残余应力与参与应变较小,铸件产品偏差小于10%。 4.项目创新点:1)计算机设计与优化铸造工艺,实现铸件的近精量化和零缺陷;2)通过X-Ray射线对浇注过程实时观测,实现浇注系统和铸件结构的合理优化;3)低温快速充型技术,保证球墨铸铁组织细小,石墨形态均匀。
科学性、先进性
- 由于球墨铸铁的成本较低和球墨铸铁的良好减震性能,目前国内大型风机轮毂均采用球墨铸铁制造。由于风机轮毂结构特点——壳体件、壁厚不均匀,空洞较大,以及球墨铸铁在凝固过程中存在石墨化析出,使其体积膨胀这一特点,导致砂铸风机轮毂产品的合格率低、工艺出品率低、后续机械加工量大,加工周期长,生产成本高。 为了突破传统砂型铸造的尺寸精度差、缺陷多、存在应力变形等问题。在大型风机轮毂的设计上首先采用了计算机模拟进行工艺参数优化,利用计算机模拟确定各部位的冷却速度,进而针对性的改进砂型结构;其次利用X-Ray技术实时观察铸件充型凝固过程,确定液体进入型腔时间和填充时间,从而确定所设计的工艺参数能够保证铸件充型完整。
获奖情况及鉴定结果
- 无
作品所处阶段
- 实验室阶段
技术转让方式
- 无
作品可展示的形式
- 模型 图纸 现场演示 图片
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 全球新增风电装机37466MW,中国大陆新增装机13803.2MW,同比增长124%。同时累计装机总量达25805.3MW,同比增长114%。2008年占72.8%,2009年占86.8%,并且逐年增加。1-2MW的机组中所需铸件约为15-35吨,4.5MW风力发电机组中所需铸件达35-50吨,这些数据仅以陆地风机为例,海上风机所需铸件重量更大,因为海上风机重量大于同类型的陆地风机重量,如Vestas-3MW(initial)风机仅机舱和转子总重104吨,而Vestas-3MW(current)风机机舱重110吨。欧洲风力协会等单位预测欧洲每年增加约6000MW风力发电机组,约需铸件10万吨/年,2005-2008年全世界约增加40,000MW,每年需铸件20万吨。随着节能减排的要求,风电将以超常规的速度发展,目前我国企业正从1.5MW向3MW,4.5MW风机方向发展,这将大大推动对风机轮毂的需要,可以说在风电市场上,生产高质量球墨铸铁的市场前景非常广阔。
同类课题研究水平概述
- 风机轮毂是风力发电设备中一个关键部件,其性能是决定了风机使用寿命的一个主要因素。基于成本方面的考虑目前国内外针对风机轮毂制作均采用铸造方法,但目前国内外众多风机设备制造企业在针对轮毂的铸造工艺设计均存在一些问题,如沈阳铸锻有限公司、新疆金风企业等,他们采用大浇口,大冒口,大加工量,较高温度充型等,导致铸件工艺出品率不高,很少能有企业达到60%以上,而由于加大尺寸的轮毂导致铸造后机械加工周期延长,并且由于给的尺寸富裕加大,浇注温度较高,能耗较大,且容易导致轮毂在凝固过程发生石墨化漂移,严重影响其使用性能。这些导致了风机轮毂的生产成本较高、制造周期较长、工艺出品率不高、性能不稳定。针对这些问题,本项目提出近精量化设计,目的是将工艺出品率提高到80%,缩短生产周期,将生产成本降低20%。并结合数值模拟技术合理优化工艺参数,在保证充型完整的情况下降低浇注温度,减少石墨化漂移,提高产品性能。由于风机轮毂是风机中的一个典型球墨铸铁件,它的开发将有助于对其他零部件的采用相同工艺开发,进而促进整个风机设备成本的降低,并使风力发电成本降低。