基本信息
- 项目名称:
- 填充式搅拌摩擦焊新方法
- 来源:
- 第十二届“挑战杯”作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 基于固态连接原理提出了填充式搅拌摩擦焊新方法,设计了可消耗分体式焊具,颠覆了传统搅拌摩擦焊固有模式。该方法具有高效节能、绿色环保、低成本等突出优势,能够彻底解决由搅拌摩擦焊缝匙孔和缺陷引起的“木桶效应”。补焊接头强度及伸长率分别达到了无缺陷原始焊缝的85%和99%,与宇航工业所采用的TIG、摩擦塞焊技术及同时期美国杨百翰大学、美国橡树岭国家实验室及日本东北大学共同提出的FBJ技术相比,优势明显。
- 详细介绍:
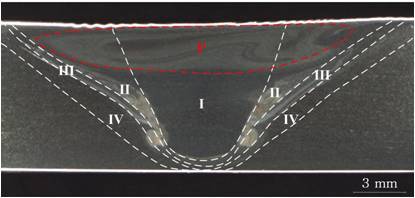
- 本作品基于固态连接原理提出了填充式搅拌摩擦焊新方法,发明了一种由消耗式且与被焊结构同质的2219铝合金搅拌针、钢制非消耗式轴肩、钢制焊具夹持体和紧固螺钉构成的可消耗分体式焊具,颠覆了传统搅拌摩擦焊定义焊具为非消耗品的固有模式。补焊过程中,利用搅拌针的塑性变形和流动实现了对焊缝匙孔和缺陷的固相补焊,搅拌针与匙孔界面和轴肩作用区材料塑性流动现象明显,界面成形良好无缺陷。 填充式搅拌摩擦焊补焊接头的强度可达无缺陷原始焊缝强度的85%,高于TIG补焊接头的73%。其伸长率更是达到了无缺陷原始焊缝伸长率的99%,远高于TIG补焊接头的12.2%。该方法实现了对搅拌摩擦焊缝匙孔和缺陷的准等强修复。 本作品旨在开辟一种新的焊接方法,实现无匙孔搅拌摩擦焊和搅拌摩擦焊缝缺陷的准等强修复。该方法很好地继承了搅拌摩擦焊技术本身所具有的高质量、高效、低成本、低变形、易于自动化、无需保护气、低能耗、对环境无污染等诸多优点,是名副其实的“绿色”补焊新方法,具体表现在以下方面: (1)节能 填充式搅拌摩擦焊新方法与TIG补焊方法相比焊接温度较低,最高温度出现在焊核部分且最高温度不超过500℃,远低于铝合金熔点(600℃以上),无金属过热现象,能量利用率高。 (2)绿色环保 填充式搅拌摩擦焊新方法与TIG补焊方法相比,不会产生焊接烟尘、弧光及噪声污染,能量利用率高,焊接过程绿色环保无污染。 (3)高效 填充式搅拌摩擦焊新方法可在2分钟内完成对单个匙孔的补焊工作,生产效率高。 (4)低成本 填充式搅拌摩擦焊新方法与同一时期美国杨百翰大学、美国橡树岭国家实验室及日本东北大学联合提出的Friction Bit Joining(FBJ)技术相比,成本更低廉,焊具利用率更高。
作品图片


作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 本作品基于固态连接原理提出了填充式搅拌摩擦焊新方法,发明了一种由可消耗与被焊结构同质的2219铝合金搅拌针、非消耗式轴肩、焊具夹持体和紧固螺钉构成的可消耗分体式焊具,颠覆了传统搅拌摩擦焊定义焊具为非消耗品的固有模式。补焊过程中,利用搅拌针的塑性变形和流动实现了焊缝匙孔和缺陷的固相补焊,搅拌针与匙孔界面和轴肩作用区材料塑性流动现象明显,界面成形良好无缺陷。所得补焊接头的强度可达无缺陷原始焊缝强度的85%,高于TIG补焊接头的73%。其伸长率更是达到无缺陷原始焊缝伸长率的99%,远高于TIG补焊接头的12.2%。该方法实现了对搅拌摩擦焊缝匙孔和缺陷的准等强修复,并继承了搅拌摩擦焊技术所具有的诸多优势,具体表现在以下方面:(1)节能 填充式搅拌摩擦焊新方法与TIG补焊方法相比焊接温度较低,最高温度出现在焊核部分且最高温度不超过500℃,远低于铝合金熔点(600℃以上),无金属过热现象,能量利用率高。(2)绿色环保 填充式搅拌摩擦焊新方法与TIG补焊方法相比,不会产生焊接烟尘、弧光及噪声污染,能量利用率高,焊接过程绿色环保无污染。(3)高效 填充式搅拌摩擦焊新方法可在2分钟内完成对单个匙孔的补焊工作,生产效率高。(4)低成本 填充式搅拌摩擦焊新方法与同一时期美国杨百翰大学、美国橡树岭国家实验室及日本东北大学联合提出的Friction Bit Joining(FBJ)技术相比,成本更低廉,焊具利用率更高。
科学性、先进性
- 填充式搅拌摩擦焊新方法具有以下突出优势:该技术有效解决了补焊接头有效厚度变薄的问题;采用分体式焊具的独特设计,在修复匙孔的同时引入轴肩对材料的摩擦搅拌作用,消除了焊缝区域应力集中的现象,改善了材料的塑性流动和焊缝缺陷的愈合效果;搅拌针为与被焊结构同质材料制成,利用搅拌针塑性变形和流动实现对匙孔的填充补焊,无需二次加工去除多余材料;补焊过程采用普通搅拌摩擦焊设备即可实现,无需主轴急停反转,对设备性能要求较低;焊具轴肩由高速钢材料制成,能够重复使用且每次补焊过程只需更换可消耗式搅拌针,焊具利用率高,焊接成本低。该方法与搅拌摩擦焊同属于固相连接技术,即在补焊过程中不会出现金属的熔化现象,焊接温度较低。与现有方法如回抽式焊具搅拌摩擦焊相比,能够完全避免焊缝尾部接头有效厚度变薄的问题;与锥形无轴肩焊具搅拌摩擦焊相比,更易于控制焊接热输入,避免未焊合、飞边、沟槽等焊接缺陷的产生;与TIG补焊方法相比,能够显著降低焊接热输入,大大降低焊接残余应力及变形,避免气孔、裂纹的产生以及焊缝性能的下降。
获奖情况及鉴定结果
- (1) “大学生创新性实验计划项目” 一等奖,2010年9月。 (2) “友达杯”绿色创新作品大赛 环保达人奖,2011年4月。
作品所处阶段
- 实验室阶段
技术转让方式
- 无
作品可展示的形式
- (1)实物、产品,(2)图纸,(3)图片,(4)录像,(5)样品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 填充式搅拌摩擦焊分两步流程予以实现:第一步,采用填充式搅拌摩擦焊技术(FFSW)对所得匙孔进行补焊。第二步,采用无针焊具对补焊接头表面进行搅拌摩擦处理(FSP)。补焊接头强度可达无缺陷原始焊缝强度的85%,高于TIG补焊接头的73%。其伸长率更是达到无缺陷原始焊缝伸长率的99%,远高于TIG补焊接头的12.2%,实现了对搅拌摩擦焊缝匙孔和缺陷的准等强修复,补焊界面成形良好无缺陷。该方法与TIG、摩擦塞焊及FBJ技术相比,具有高效节能、绿色环保、低成本等突出优势。现阶段,我国正大力发展载人航天、商务大飞机以及轨道交通(高铁)事业,仅就大飞机一项就投资上百亿元启动资金,对搅拌摩擦焊技术的需求日益迫切。然而搅拌摩擦焊焊缝缺陷和匙孔的补焊问题依然存在,且现有办法并不理想,填充式搅拌摩擦焊新方法的提出有望填补此空白。该方法与美、日两国同一时期提出的Friction Bit Joining(FBJ)技术相比,优势明显,并有望应用于国内搅拌摩擦焊实际生产中,为搅拌摩擦焊技术在我国的推广与发展做出贡献。
同类课题研究水平概述
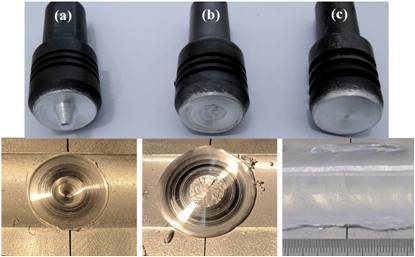
- (1)搅拌摩擦焊 采用二次搅拌摩擦焊的方法能够修复焊缝缺陷,如沟槽、孔洞、未焊合等。但该方法无法消除补焊后遗留下来的匙孔。 (2)伸缩式焊具 美国国家航空航天局所采用的伸缩式焊具搅拌摩擦焊技术能够直接消除焊缝匙孔。其焊具结构的特点就在于轴肩与搅拌针采用了分体式设计,焊接过程与常规搅拌摩擦焊基本相同,不同点在于,当焊接结尾部分时,搅拌针逐渐进行回抽,通过轴肩下部塑性金属的回填,最终实现匙孔的消除。但该方法的实现不但需要借助于复杂的控制系统、动力系统和相应的机械结构,而且焊接过程中无法生成充裕的塑化金属回填空腔,虽然消除了焊缝匙孔,但会造成焊缝尾部接头有效厚度变薄的问题,并不能彻底消除“木桶效应”。 (3)锥形无轴肩焊具 锥形无轴肩焊具搅拌摩擦焊技术能够实现无匙孔搅拌摩擦焊,焊具实物如图1-5所示。但是,没有了轴肩致使热输入难以控制,焊接过程非常不稳定,容易出现未焊合、飞边、沟槽等焊接缺陷。但焊缝前进侧容易出现飞边缺陷,后退侧容易出现沟槽缺陷,接头底部存在明显的宏观裂纹缺陷,焊缝有效厚度明显减小,将进一步降低了焊缝的机械性能和承载能力,其焊接接头的强度系数仅为50%-60%,明显低于铝合金搅拌摩擦焊缝的强度系数。 (4)摩擦塞焊技术 摩擦塞焊技术同样能够消除焊缝匙孔。但采用该技术焊后需要二次加工去除多余材料,且焊缝区域应力集中较严重,降低了焊缝的机械性能,该技术要求设备在施加顶锻力的同时急停,对设备性能要求较高。 (5)美国杨柏翰大学、美国橡树岭国家实验室和日本东北大学提出一种Friction Bit Joining (FBJ)技术。该技术能够实现1.8mm厚5754-O铝合金薄板与1.4mm厚DP590或DP980高强钢薄板的无匙孔点焊。焊具为单体式由4140钢制成,在焊接过程中利用搅拌针的高速旋转(500-600rev/min)穿透上部的铝合金板,进而以更高的转速(~2000rev/min)与下部的高强钢板接触并形成点焊接头,最后借助主轴的急停反转实现焊具主体与搅拌针的分离,钢制搅拌针焊接于搭接接头内,实现无匙孔点焊。但采用该技术焊具利用率低,单支焊具仅能实现一次无匙孔点焊,焊接成本较高。 (6)TIG 该方法操作简便,但热输入量大,易引起焊缝局部区域晶粒长大,韧性降低,同时在补焊部位引起较大的残余应力和变形。