














基本信息
- 项目名称:
- 长不锈钢管内孔表面新型磁力加工装置
- 来源:
- 第十二届“挑战杯”作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作A类
- 简介:
- 该项目提出采用交流电动机定子结构(旋转磁场发生器)产生的旋转磁场使工件与磨具间产生非机械方式的相对运动,实现对不锈钢管内孔表面磁力粗、精加工的新思路。该结构既能实现工件与磨具间非机械方式的相对运动,又能对磁感应强度大小实现调整,并克服了其它方法产生的旋转磁场的漏磁现象、圆周性不好等缺陷,为套筒类零件的内孔表面、尤其是对由于本身的特殊性不宜做高速旋转运动的零件提供了一种行之有效的加工方法。
- 详细介绍:
- 在实际生产中,一些大又长的管类零件(如物流管道、炮管等),由于零件本身的特殊性不宜做高速旋转运动,用传统的机械加工及常规的磁性研磨加工均难以实现其内孔表面的加工。 为此该项目提出采用交流电动机定子结构(旋转磁场发生器)产生的旋转磁场使工件与磨具间产生非机械方式的相对运动,实现对不锈钢管内孔表面磁力粗、精加工的新思路。定子三相对称绕组通以三相对称电流后产生的合成磁场是一个在空间旋转的磁场 ,该结构既能实现工件与磨具间非机械方式的相对运动,又能对磁感应强度大小实现调整,并克服了其它方法产生的旋转磁场的漏磁现象、圆周性不好等缺陷,为套筒类零件的内孔表面、尤其是对由于本身的特殊性不宜做高速旋转运动的零件提供了一种行之有效的加工方法。 我国是不锈钢生产基地,目前长不锈钢管内表面的加工采用低效方法(如手工操作),耗时费工,劳动强度大,该项目的研究成功将会实现长不锈钢管内表面的深加工,扩大不锈钢管的应用范围,提高企业的经济效率,具有广阔的应用前景。
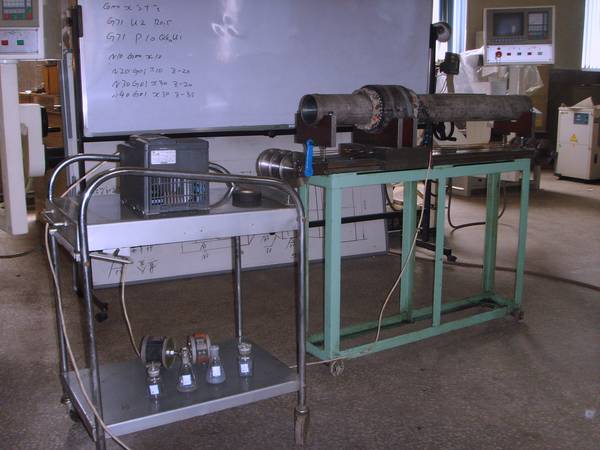
作品图片




作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 作品设计、发明的目的: 长不锈钢管内孔表面新型磁力加工装置的推出,目的在于解决实际生产中一些不宜做高速旋转运动的长不锈钢管类零件内孔表面的加工,推动长不锈钢管深加工,扩大其使用范围。 基本思路: 1.总体方案的设计; 2.旋转磁场发生器的设计; 3.磁性刀具设计; 4. ANSYS模拟仿真,对旋转磁场及磁性刀具相关参数进行优化; 5.建立试验平台,进行试验研究。 创新点: 该装置利用定子式磁场发生器产生的旋转磁场与不锈钢管内腔的磨具产生电磁作用,使磨具与静止的工件产生非机械驱动方式的相对运动;使用不同磨具可实现不锈钢管内表面的粗、精加工,尤其对长不锈钢管内孔表面的加工效率高、效果好,且设备简单。 技术关键: 该装置是利用旋转磁场发生器产生的旋转磁场使工件与磨具间产生非机械方式的相对运动,长不锈钢管内表面的加工效果主要取决于旋转磁场发生器在切削区产生的磁场强度的强弱及磁性磨具的结构。因此该装置的技术关键在于:磁场发生器及磁性磨具的设计。 主要技术指标: 1) 新型磨具的加工效率:去除量 80-360mg/min 2) 该装置能对十米以上长管内孔表面进行粗、精加工。
科学性、先进性
- 该装置利用定子式磁场发生器产生的旋转磁场与不锈钢管内腔的磨具产生电磁作用,使磨具与静止的工件产生非机械驱动方式的相对运动,使用不同磨具可实现不锈钢管内表面的粗、精加工,解决了实际生产中由于零件结构本身的特殊性不宜做高速旋转运动的长不锈钢管内表面加工难的问题,填补了长不锈钢管类零件无法加工的空白,具有一定的科学性、先进性和实用性。
获奖情况及鉴定结果
- 无
作品所处阶段
- 该项目正处于中试阶段
技术转让方式
- 无
作品可展示的形式
- 现场演示/录像/图片/图纸/实物、产品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 该装置的特点是利用电磁作用使工件和磨具之间产生非机械驱动方式的相对运动,其优势在于工件和旋转磁场发生器均处于静态,解决了实际生产中由于零件结构本身的特殊性不宜做高速旋转运动的长不锈钢管内表面加工难的问题。 该装置的适用于十米以上长不锈钢管内孔表面的加工,切实解决实际生产难题。 本装置精度要求低,结构简单,成本低廉,被加工表面的加工效果好,加工效率高,可以解决管状零件的内表面加工难的问题。该方法使十米以上长管内孔表面的加工效率提高3~4倍。 该装置的研究成功将会实现不长锈钢管内表面的深加工,扩大不锈钢管的应用范围,提高企业的经济效率,具有广阔的应用前景。
同类课题研究水平概述
- 随着生产技术的提高,人们对零件表面质量的要求越来越高,比如在半导体生产过程中,对输送各种高纯度气体的不锈钢管内孔表面质量就有很高的要求,特别是实际生产中还有一些长圆管零件(如物流管道),由于零件结构本身的特殊性不宜做高速旋转运动,其内孔表面的加工比较困难,目前尚无有效解决方法。现有的长圆管内表面加工技术主要有磁力研磨、挤压珩磨。磁力研磨的磁刷虽然为柔性的,有较强的自适应能力,但属于光整加工范畴(郭燕莹,张银喜.磁性研磨的加工特性.太原工业大学学报.1997 (9)、徐立军,王文,杨诚.磁力研磨加工技术综述.组合机床与自动化加工技术,2003(1)、张银喜、丁艳红.热压烧结法制备磁性磨料.00136573 中均有详细描述,方建成,金洙吉,徐文骥,周锦进.旋转磁场磁粒光整加工研究.中国机械工程.2001(11)一文中的试验数据显示磁力研磨十五分钟的去除量仅为45mg,磨料的磨削能力较小),难以加工比较粗糙的内孔表面;挤压珩磨的流体磨料为粘弹性的,也是柔性的,根据粘弹性力学,适用于加工异形复杂孔道,对于孔径小于20mm、孔道长大于1000mm时,流体的压力梯度太小,难以形成有效的加工作用,(德国MicroStream Technologies GmbH 公司.磨粒流加工工艺.航空制造技术.2005(12)一文中描述到对于内径较大的工件,流体在孔道中难以形成压力梯度,需要增加一个中心轴,使磨料通过中心轴与内孔径之间形成的狭小空隙来达到有效加工目的),因此难以适应长圆管工件的内表面的加工,并且上述两种加工工艺加工量太小,只适用于光整加工。所以急需高效的长圆管零件内表面加工方法。不锈钢管内孔表面新型磁力加工技术的提出,满足了长圆管零件内表面加工的实际需要。








