基本信息
- 项目名称:
- 基于浮动凹模和齿腔分流原理的圆柱直齿轮冷精锻技术
- 来源:
- 第十二届“挑战杯”作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 圆柱齿轮是汽车自动变速器上的重要零件,其形状复杂,材质、尺寸精度、表面质量及综合机械性能均要求很高。针对圆柱直齿轮冷锻的困难性,提出了齿腔分流工艺,并结合浮动凹模技术,通过数值模拟与物理实验相结合的方法,成功制备出钢制圆柱直齿轮,并且成形过程大大的降低了工作载荷,提高了材料利用率,推动了圆柱直齿轮冷精锻工艺的实用化进程。
- 详细介绍:
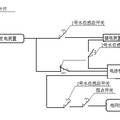
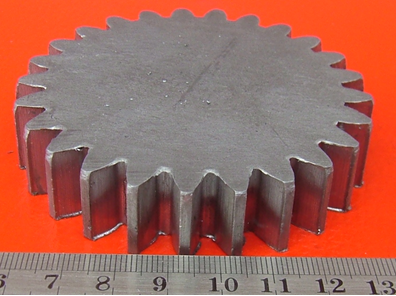
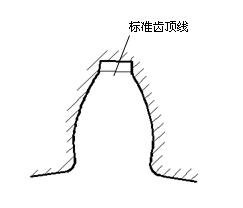
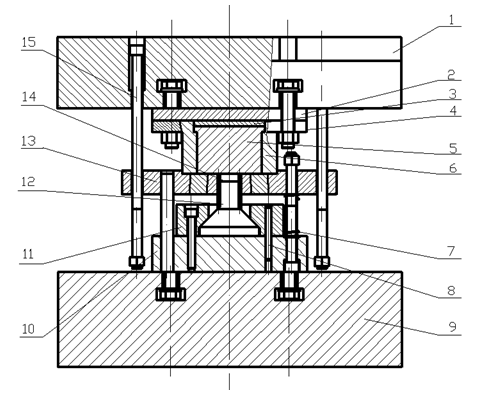
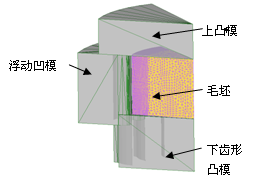
- 圆柱齿轮是汽车自动变速器上的重要零件,其形状复杂,材质、尺寸精度、表面质量及综合机械性能均要求很高。我国现阶段圆柱齿轮的生产主要还是切削加工齿形,这种加工方法对坯料的形状精度要求较高,需要对坯料进行一定的预处理,而且材料利用率低,生产效率低,产品成本高,同时由于金属纤维被切断从而降低了齿轮强度和使用寿命,因此,采用切削加工,耗工费时,浪费能源,污染环境,已不能适应大批量生产的需要。冷精锻成形是近年来迅速发展起来的一种精密塑性成形新工艺。该工艺不仅具有高精、高效、优质低耗等优点,而且可以显著提高了产品质量,降低生产成本,提高产品的市场竞争能力。圆柱齿轮的冷精锻是在冷锻基础上发展起来的,因成形时不需要加热坯料,成形零件具有表面质量高,尺寸精度高等特点,但成形时材料的温度低,变形抗力高,流动性差,致使锻造载荷陡增,齿形充满困难,模具变形磨损严重,寿命低,阻碍了冷锻工艺的推广。由此,研究组提出了圆柱齿轮的冷精锻成形新工艺,即采用分流原理和约束分流的方法,并结合浮动凹模结构,实现圆柱直齿轮的净近成形工艺。图1为设计的模具有限元模型。 图1 有限元模型 根据浮动凹模技术和齿腔分流法设计的生产用模具工装如图2所示,锻件放入模膛内,上模座带动上凸模下行,利用凸、凹模自身导向进行定位,上凸模先利用模套导入凹模内,然后带动凹模一起向下运动完成冷锻成形。之后上模座上行,张开一定高度后在凹模上放入环形件,然后模座下行,通过环形件继续下压浮动凹模,同时将锻件顶出凹模型腔。上模座再次上行到一定位置,取下环形件和锻件之后上模座再上行,通过拉杆将凹模复位。之后进行下一次锻造成形。整个锻造过程中,下凸模的齿形部位始终保持在凹模型腔内,凹模沿导柱下滑,这种结构能够有效地利用轴向摩擦力,以利于上、下角落的充填, 1上模座 2上垫板 3上垫片 4法兰5上凸模 6 模套7压簧 8定位销 9下模座 10下垫板11压板 12下凸模 13浮动凹模 14坯料 15拉杆 图2 生产用模具简图 齿腔分流法是在凹模标准齿腔的顶端设置分流型腔。如图3所示,只要齿形最难充填的上下角隅及齿顶棱线部分的充填超过标准齿腔时,即可停止加载。锻件只需要经过少量的外缘车削或者磨削,不需要加工齿面,就可以得到精度很高的齿轮零件。而且能够有效避开冷锻最后阶段的载荷急剧上升。 图3 齿腔分流凹模齿形轮廓线 对圆柱直齿轮锻件成形过程进行建模及计算机仿真,并设计模具工装,如图4所示,进行物理实验,成功试制出钢制圆柱直齿轮,得到的锻件如图5,齿形成形完好,经过少量的外缘车削或磨削能够得到合格的齿轮零件。并且验证,齿腔分流法与传统封闭式冷锻相比,载荷下降了50%。 图4实验模具实物图 图5 实验锻件图 通过数值模拟及物理实验验证,此新工艺可有效改变摩擦条件,改善坯料在模具型腔的充填情况,减小模具表面的接触压力,降低成形载荷,减少模具摩擦, 提高了产品精度,降低了成本,能极大的推动圆柱直齿轮冷锻实用化的研究。
作品图片

作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 作品设计目的:圆柱齿轮的冷精锻成形时,零件具有表面质量高,尺寸精度高等特点,但成形时材料的温度低,变形抗力高,流动性差,致使锻造载荷陡增,齿形充满困难,模具变形磨损严重,寿命低,阻碍了冷锻工艺的推广。由此,研究组提出了圆柱齿轮的冷精锻成形新工艺,即将圆柱直齿轮的冷精锻成形与浮动凹模及齿腔分流原理相结合,成功制备出钢制圆柱直齿轮,实现圆柱直齿轮的净近成形。 基本思路:1、利用分流原理和约束分流的方法,并采用浮动凹模结构,设计模具工装;2、建立有限元模型,对圆柱直齿轮的冷精锻成形新工艺过程进行数值模拟;3、根据数值模拟和分析结果,采用闭式模锻工艺,冷精锻成形圆柱齿轮。 创新点:将浮动凹模技术与齿腔分流法相结合,开展圆柱直齿轮的冷精锻成形工艺研究,有效改善了坯料在模具型腔的充填情况,减小模具表面的接触压力,降低成形载荷,减少模具摩擦,提高产品精度,降低成本,极大的推动圆柱直齿轮冷锻实用化的研究。 技术关键:1、精确模拟圆柱直齿轮冷精锻成形过程,掌握冷锻过程中金属流动规律,制定出最佳冷精锻成形工艺;2、设计和制造圆柱齿轮冷精锻精密成形工装;3、完成典型钢制圆柱直齿轮的冷精锻试制。 主要技术指标:1、冷精锻成形出圆柱直齿轮,齿形单边机加工余量不超过1mm,尺寸误差小于0.5mm,其综合性能指标符合现行国家标准;2、材料利用率大大提高,达到70%以上;3、降低圆柱齿轮的成形载荷至少30%以上;齿轮生产效率提高30%—40%;4、齿轮强度提高20%,抗弯疲劳寿命提高20%。
科学性、先进性
- 目前,国内圆柱齿轮生产大多采用传统的切削加工方法,对坯料的形状精度要求较高,需要预处理,而且材料利用率低,生产效率低,产品成本高,同时由于金属纤维被切断从而降低了齿轮强度和使用寿命。采用热模锻法生产圆柱齿轮,需要加热,镦粗去除氧化皮,成形后切除飞边等工序,材料利用率低,成形工序多,生产效率低。另外通过铸造的方法加工齿轮,虽然可以获得接近产品形状和尺寸的铸件,但由于其组织性能较差,通常只能用于性能要求较低的零件,显然,若用于齿轮的生产,满足不了产品的性能要求。由于冷精锻成形工艺不仅具有高精、高效、优质低耗等优点,而且可以显著提高产品质量,降低生产成本,提高产品的市场竞争能力,所以采用冷精锻成形工艺锻造圆柱直齿轮,并且结合浮动凹模技术及齿腔分流原理进行新工艺的研发,该新工艺能够有效改变摩擦条件,改善坯料在模具型腔的充填情况,减小模具表面的接触压力,降低成形载荷,减少模具摩擦,提高产品精度,降低成本,极大的推动圆柱直齿轮冷锻实用化的研究。
获奖情况及鉴定结果
- 无
作品所处阶段
- 生产阶段
技术转让方式
- 与企业双方共享
作品可展示的形式
- 实物、产品、图片、样品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 使用说明:下料→晶粒细化处理→酸洗→磷化皂化处理→浮动凹模工艺精锻成形→后续机加工→终检。 技术特点和优势:将浮动凹模技术与齿腔分流法相结合,开展圆柱直齿轮的冷精锻成形工艺研究,能够极大的降低成形载荷,减少模具摩擦,提高产品精度,降低成本,极大的推动圆柱直齿轮冷锻实用化的研究。 作品的适应范围及推广前景的技术性说明:齿轮是广泛应用于传递精确运动和动力的精密零件,在汽车、机床、飞机、摩托车上得到广泛的运用,同时相应专用的液压机也是必不可少的配套设备,所以它的用量巨大,市场潜力大。 市场分析和经济效益预测:目前国内齿轮行业的年产值在2009年就已超过1260亿人民币,其中车辆齿轮所占比例高达2/3。汽车工业的带动是齿轮模具发展的重要支撑。 1)采用冷锻新技术来加工齿轮,材料利用率提高了25%,假设每年某单位使用锻件20000吨,全年将节约钢材5000吨左右。 2)采用冷锻新工艺生产齿轮,减少了坯料的加热工序,每公斤锻件可以节省至少1度电。同时创造了良好的经济效益和环保效益。
同类课题研究水平概述
- 经过国内外学者多年的努力研究,有关直、伞齿轮精锻成形理论及其工艺已较成熟,并在实际生产中得到大量应用。而对圆柱直齿轮精锻的研究主要集中在经典理论分析(包括滑移线法、主应力法、上限法、上限元法等)以及实验研究两个方面,并且这些研究工作在实际生产中未能得到推广应用,还处于实验室研究阶段。究其原因,正是由于对圆柱直齿轮精锻技术的研究做的还不够,例如单纯用常规实验无法了解精锻过程各变形瞬间的变形流动规律以及各种工艺参数对锻件质量、模具寿命的影响,因而无法优化模具结构、优化坯料的形状和尺寸。目前,圆柱直齿轮精锻的理论分析及实验研究主要集中在以下4个方面:(1)变形规律的研究;(2)工艺设计和模具设计;(3)锻件质量和精度控制研究;(4)数值模拟研究。 1987 年英国伯明翰大学 Tuncer C 等提出了浮动凹模精锻空心件思想,设计了各种模具。伊朗Tarbiat Modarres大学的M.H.Sadeghi与英国伯明翰大学的 T.A.Dean 用浮动凹模原理模具对直齿轮和斜齿轮作了系统的研究,包括模具结构形式选择,齿轮尺寸精度的影响因素,齿轮塑性成形力的预测及其与摩擦系数、齿轮模数、宽度关系,脱模力与摩擦系数、成形力、成形温度、压力角、齿数的关系。Nagai Y 提出将预制杯形件作为某些圆柱齿轮冷锻的制坯措施,即通过拉延、整形、变薄拉延和压缩四个工步实现具有较大沉孔的圆柱齿轮冷锻成形。Kondo K提出了齿轮分流减压锻造法。Knoerr M在1992年模拟了圆环状齿轮坯的三工位热锻过程,预测了该成形过程中可能出现的折叠缺陷,并根据模拟结果改进成形参数,获得了无缺陷的零件。山东大学张清萍等人对两步成形直齿圆柱齿轮冷精锻工艺设计方法进行了研究,分别采用修正模数法和变位法对终锻和预锻模具的齿形进行设计。纵观关于圆柱直齿轮冷锻的文献, 直齿圆柱齿轮冷锻成形还存在两个主要问题: 一是尽管在冷锻过程中采取了某些分流减压措施, 使变形力有所下降, 但由于金属材料的全部变形都是在冷态下进行, 所需的变形力仍太大, 模具寿命低; 二是由于采用了分流减压措施, 使工件含有较多的敷料,成形后的齿轮锻件无法顺利脱模,而且不利于节材。而节能减排、绿色环保是21世纪的先进制造技术的发展趋势,以近形或净近形为目标的齿轮精锻成形工艺显然已经成为齿轮加工技术的发展方向。