














基本信息
- 项目名称:
- 圆形件通用定位器标准化构想与应用实践
- 来源:
- 第十一届“挑战杯”国赛作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作B类
- 简介:
- 本课题涉及一种机械模具加工的辅助定位工具,解决了拉深极限实验中变直径圆形系列坯料精确同心定位问题。可作为杯突试验机的配套附件,也可作为模具标准件进行商品化生产和推广应用。
- 详细介绍:
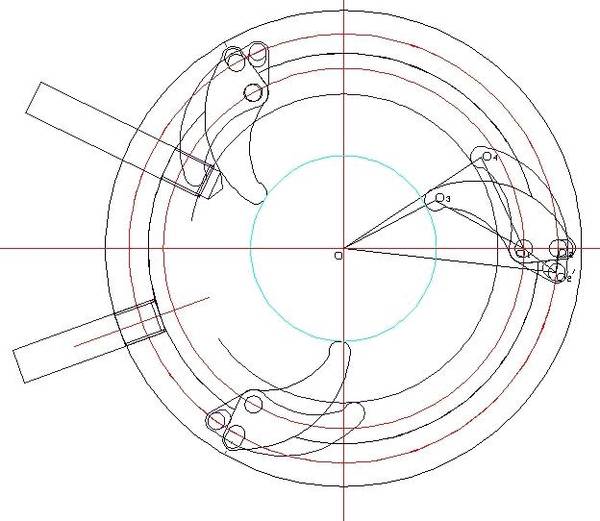
- 本课题涉及一种机械模具加工的辅助定位工具,具体是提供了一种圆形坯料的定位装置,该定位装置包括至少三个定位片、一固定圈、一调节圈、以及一个锁紧螺钉,所述固定圈和调节圈为同心圆,固定圈和调节圈可相对转动,所述锁紧螺钉从调节圈外侧旋入,可对固定圈施加一个顶力,而达到锁紧调节圈的目的,所述任一定位片的中部均分别通过一旋转轴固定在所述固定圈上,任一定位片的外端均设有一限位孔,该限位孔分别对应地套设在固定于所述调节圈的销钉上,所述定位片的内端向固定圈的圆心处自由延伸。本课题解决了拉深极限实验中变直径圆形系列坯料精确同心定位问题;可作为杯突试验机的配套附件,也可作为模具标准件进行商品化生产和推广应用。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
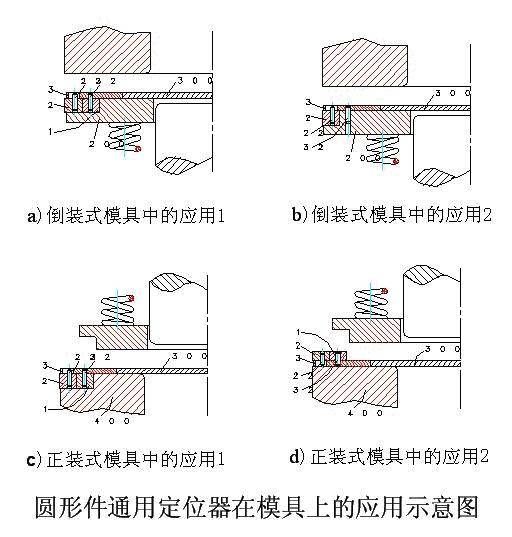
- 为了解决“最大拉深比测定实验”中杯突实验机定位器工作过程无法实现对直径连续变化的圆形坯料的精准定位而影响试验结果准确性及在生产过程中无通用性圆形件连续定位装置的问题,我们构想出三种方案,经过筛选最后采用“三点对心定位设计”方案。 基本思路:通过同轴的两个圆的相对转动最终达到定位片上三点的同步转动,从而达到准确对心的目的。 创新点:实现了对直径连续变化的圆形坯料的准确 定位,不仅解决了杯突实验机定位器工作过程无法实现对直径连续变化的圆形坯料的精准定位而影响试验结果准确性的问题,而且在生产领域实现标准化,填补了在生产过程中无通用性圆形件连续定位装置的空白。 技术关键:通过外力使同轴的调节圈与固定圈做相对圆周运动,从而使固定在调节圈上的销钉带动与其相连的三片定位片绕着固定在固定圈上的销钉做圆周运动,从而实现定位片上的定位端头作同心、同步转动,进而达到圆形坯料与凹模的圆心度要求,从而达到圆形坯料准确定位的目的。 技术指标:本课题涉及一种机械模具加工的辅助定位工具,具体是提供了一种圆形坯料的定位装置。 在杯突试验机上应用时可直接代替压边圈来定位直径40-70mm的圆形坯料。 在生产中应用时,模具与变径定位器固定圈配合部分若经过标准化系列加工可根据模具尺寸大小直接购买经过标准化的变径定位器来定位所要加工尺寸的圆形坯料;若模具未经过标准化系列加工也可购买经标准化系列加工的变径定位器,直接将变径定位器用胶水黏着与模具的工作部分对所要加工尺寸的圆形坯料进行定位。
科学性、先进性
- 目前公知的模具成型加工中只使用定位板或定位销对圆形坯料进行定位,这类定位装置的定位尺寸是一定值,只能定位特定尺寸的坯料,不具备连续尺寸圆形坯料的定位功能;而且定位间隙不容易确定(此间隙会因使用磨损而增大),影响实际的定位精度;如果减小定位间隙,又会造成装夹不便。此类固定式定位装置对于需要经常改变坯料直径的通用模具(如通用拉深模、杯突试验机用拉深模等)更是满足不了使用要求。 本课题解决该技术问题所采用的技术方案是:设置同轴的调节圈和固定圈,通过外力转动调节圈使调节圈和固定圈做相对圆周运动,从而由固定在调节圈上的销钉带动与其相连的三片定位片绕着固定在固定圈上的销钉作圆周运动,从而实现定位片上与圆形坯料接触的三个点作同心、同步运动,进而达到圆形坯料与凹模的圆心度要求,从而达到不同直径圆形坯料准确定位的目的。不仅解决了杯突实验机定位器工作过程无法实现对直径连续变化的圆形坯料的精准定位而影响试验结果准确性的问题,而且在生产领域实现标准化,填补了在生产过程中无通用性圆形件连续定位装置的空白。
获奖情况及鉴定结果
- 2009年荣获某省第九届挑战杯一等奖。
作品所处阶段
- 中试阶段:样品加工完成,并在试验中得到验证
技术转让方式
- 专利技术
作品可展示的形式
- 实物、图纸、现场演示、图片、样品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 本发明操作简单可靠,通过设置同轴的调节圈和固定圈,在外力的作用下转动调节圈使调节圈和固定圈做相对圆周运动,从而由固定在调节圈上的销钉带动与其相连的三片定位片绕着固定在固定圈上的销钉作圆周运动,从而实现定位片上与圆形坯料接触的三个点作同心、同时运动,进而达到圆形坯料于凹模的圆心度,从而达到圆形坯料定位准确的目的。 本课题属实用新型发明,已申请国家专利,填补了我国在圆形件连续定位及通用性方面的空白。在教学科研和实际生产中都有广泛的应用。
同类课题研究水平概述
- 目前公知的杯突试验机和圆形坯料的加工模具(如拉深模、翻孔模等)上还没有通用的圆形坯料定位装置。








