














基本信息
- 项目名称:
- 火电厂球磨机齿轮智能测温系统
- 来源:
- 第十一届“挑战杯”国赛作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作B类
- 简介:
- 传统的人工测温方式是间接检测油温来预测齿轮温度及其齿轮损坏情况;该作品则是将测温装置放入箱体内,针对齿轮的啮合点进行实时测温,并采用了独特的“风布”装置保护红外测温探头,从而时刻监控齿轮啮合点的温度,达到及时有效地预防作用。 传统的人工测温方式多为两到三个小时定时测温,有可能在这段时间内齿轮突然损坏,而工作人员不容易察觉;而该作品采用自动实时测温方式更有有效地预防齿轮突然损坏造成的严重经济损失。
- 详细介绍:
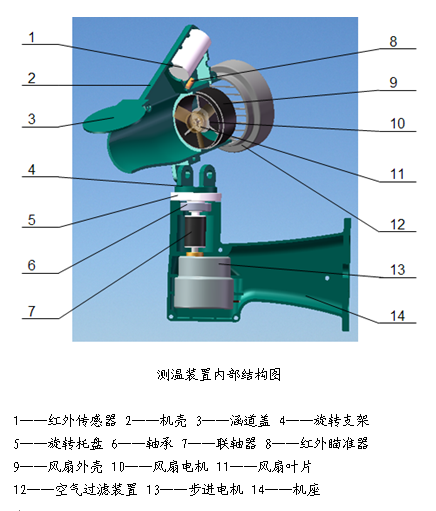
- 目前所有的火电厂的球磨铸机的齿轮的工作环境油雾弥漫,油滴飞溅,我们要做的是测温系统在检测时尽量减少周围环境温度的影响,做到检测的数据不失真,然后将数据通过线路传送到微机上进行分析处理。 1.因为我们用的是红外进行测温,所以保证了数据的准确性。 2.保证测温装置在恶劣的环境下任然能够持续工作。 3.将收集到的数据在电脑中处理,电脑生成表格,曲线图等等。工作人员就可以从微机上直观的看到分析出来的数据并采取相应的措施。 工作流程: 开启电源后,电机带动离心风扇转动,吹起涵道盖,在涵道附近形成风布区域,然后红外传感器开始测温,刚开始进行第一个点的打点测温,在第一点打点3次,所记录温度直接传送到计算机中,然后步进电机转动程序设定的一个角度(这个角度由齿轮的大小而定,在单片机中编成程序进行驱动),然后在第二个点又一次打点3次测温,然后传输数据……以此重复操作,直到在横向上完成对齿轮的温度检测。当一次记录的所有数据传完到计算机上后,由计算机软件自动生成图表,以便工作人员随时观察齿轮的状况。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 设计、发明目的和基本思路 1.中国火电厂的装机容量占总装机容量的74.27%,发电量占总发电量的79.7%。 2.在发电的制粉过程中,球磨机发挥较大作用,齿轮的受力不均就会导致损坏,而当齿轮受力不均前,损坏前温度就会升高。 创新点: 1.传统的人工测温方式是间接检测油温来预测齿轮温度及其齿轮损坏情况;该作品则是将测温装置放入箱体内,针对齿轮的啮合点进行实时测温,并采用了独特的“风布”装置保护红外测温探头,达到实时监控。 2.传统的人工测温方式多为两到三个小时定时测温,有可能在这段时间内齿轮突然损坏,而工作人员不容易察觉。 3.在齿轮温度检测上,我们实现了从传统人工到机械自动化系统的智能化、人性化的转变。 主要实验技术指标: 1.“风布”阻挡油雾实验 经过测试,此“风布”可以达到预期效果。 2. 齿轮啮合点温度情况 传统的检测方式是检测油液温度,正常工作范围为45度以内,而齿轮啮合点的温度高于油液温度10~15度左右,齿轮啮合点温度对油液温度变化影响较小,而且有滞后性,采用该装置可以快速、准确测出齿轮啮合点温度。 3. 齿轮损坏前啮合点的温度变化 经过我们一组5点的测试分析,若某两个点之间温度差值在8到12度范围内,说明齿轮局部摩擦增大表现为温度过高,此时就应做相应的检修工作。
科学性、先进性
- 一、科学性先进性 与传统设备的比较分析: 1.工作量:传统的测温方式是人工每小时一次检测并且记录整理数据,这样一个齿轮一个齿轮的测温记录数据会花费大量的时间;而用该设备可以自动的定时定点并且同时检测多个设备,如有温度异常便会自动报警,并提供设备的具体编号。 2.成本:传统的成本需要用大量的资金来供给大量的工作人员,成本就较高;而用了该设备后可以大量减少劳动力从而减少成本。 3.安全性:传统的检测人员需要到现场进行测温,从而增加了危险性;而使用该设备属于远程智能测温极大的降低了安全隐患。
获奖情况及鉴定结果
- 已经在贵阳发电厂和安顺火电厂进行了实验,并获得部分数据和图片,证实方案初步可行。 在2009年第十一届全国大学生“挑战杯”贵州省决赛中荣获科技B类一等奖。
作品所处阶段
- 作品样机已成型,正在测试数据阶段。
技术转让方式
- 无
作品可展示的形式
- 模型、现场演示、图片、录像、样品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 技术特点: 1.采用了“风布”可以保证采样到的数据不失真,和保护了箱内的测温装置。 2.利用51单片机控制系统进行自动实时检测记录和处理数据。 3.当采集完数据后自动可通过线路传送到微机进行分析处理,从而得到直观的结果,一旦检测到异常情况报警系统将自动开启。 前景: 1.现在我们的作品第一步是自动测温检测齿轮啮合处的状况,在下一步我们可以做到发现问题后及时自动采取润滑、降温等保护措施。 2.我们还可以做成PC集中数据处理系统。 3.经过集成批量生产后可以使该产品成为球磨机的重要组成部件之一,并且可用于水泥、矿山等大型机械厂中。
同类课题研究水平概述
- 我们通过对贵阳发电厂和安顺火电厂的考察和调研,发现他们对球磨机齿轮的维护方式是: 1.采用定时油喷降温润滑方式,一般是两到三个小时一次。 2.目前对齿轮的预防方式是采用混合油润滑降温,火电厂现有系统只能通过检测混合油的温度来判断齿轮的温度状况。 现有的预防方式存在以下问题: 1.他们采用间接地监控油温来检测齿轮温度状况,因为混合油要经过输油管道,所以不能及时的反应齿轮啮合点的温度状况,而齿轮的啮合点恰恰是最先、最容易损坏的关键点,就将导致在测出油温变化前齿轮已经损坏。 2.即使在球磨机齿间距调整好后,煤粒可能容易掉入端瓦,造成螺丝松动,从而使齿轮齿间距发生改变,齿轮摩擦增大迅速升温,而油未能及时降温,这种情况是现有的检测方式束手无策的。 经过不完全统计,对于检测齿轮的状况还没有对齿轮啮合点的温度检测的装置。以下是一些相关的研究工作: [1]智能控制技术在中储式球磨机制粉系统中的应用研究 刘蓉,东南大学,2005-03-21 [2]基于振动频谱分析的球磨机存煤量测控与优化 朱明,东南大学,2004-03-01 [3]基于神经网络的中储式球磨机控制的研究 华烟旻,东南大学,2006-03-01 [4]基于模糊控制的球磨机制粉系统的研究和应用 田建兵,太原理工大学,2008-05-01 [5]可降解重负荷球磨机专用油的研制 邵昀启,广西大学,2008-05-01 [6]基于CMAC的球磨机测控系统研究与实现 朱宏超,东南大学,2006-03-01 [7]球磨机模糊控制系统的研究 武际春,西安建筑科技大学,2006-03-01 [8]钢球磨煤机料位的软测量及其动态过程建模与控制 王颖洁,东南大学,2005-03-01








