基本信息
- 项目名称:
- DLDX型一氧化碳传感器的研制
- 来源:
- 第十一届“挑战杯”国赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- DLDX型一氧化碳电化学传感器是能连续检测一氧化碳浓度的高精度仪表。它采用三电极电化学传感头,运用定电位电解法原理,实时测量并显示矿井下的一氧化碳浓度,超限自动发出声光报警并上传信号。在分析了当前已投入生产和正处于研究阶段的各类传感器优缺点的基础上,选用国外先进的传感头,采用单片机和现代编程技术,研制出了满足市场要求的高精度DLDX型一氧化碳电化学传感器,能很好的预防煤矿事故的发生,保障煤矿工业的安全生产。
- 详细介绍:
- 我国属于世界产煤大国,年产量30亿吨以上,每年保证安全生产的所需安全设备费用可想而知。但目前国内只有少量的检测报警仪能在现场使用,特别是在煤矿井下有害气体检测显得更加落后。中国作为一个正在发展的国家,各个行业对传感器释放出前所未有的需求潜能。因此,研究新型低功耗、高精度的检测系统具有很大的应用价值。 DLDX型一氧化碳传感器最具独特之处就是采用国外进口三电极电化学CO传感头,具有灵敏度高、感应快的优点。另外,本产品还充分利用当今信息业产物----智能化集成电路,采用89C2051单片机,具有一氧化碳的浓度超限报警功能,使得当一氧化碳的浓度超过报警值时,工作极上释放的电子产生与CO浓度成正比的电流,经检测电路温度补偿和线性放大后可直接进行模拟数字转换,经单片机采集和智能化处理,运算后通过三位数码管精确的显示出CO的浓度值,而且还能将测量数据通过通讯电缆传输给与之关联的设备。同时,传感器在灵敏度,重现性,功耗,本质安全,适用范围,响应速度等方面都有了新的突破,主要体现在以下几个方面。 首先,从灵敏度方面来看,该报警装置内部的过滤尘罩可以很好地除去一氧化碳以外气体的干扰,在硬件上弥补了传统传感器交叉反应的不足,大大提高了传感器检测CO的浓度值的精确度。 其次,在重现性方面来看,充分利用当今信息业产物----智能化集成电路,采用89C2051单片机和 数码管。通过采集和运算显示出CO的浓度值,对经转换的数据信号分析处理后可实时准确地输出显示CO浓度值。本产品不仅具有实地显示与报警功能,而且具有数据远程传输的标准接口,能与煤矿现有的安全监控系统联网,便于工作人员根据CO的浓度情况迅速的采取相应的措施。 再次,从功耗和安全性的角度上来分析,该报警装置使用的是低压直流电源,整机工作电流不大于100mA。这样既节能,又避免了由接触不良引起电火花而产生事故,其安全系数大为提高。此外,电路中还设有过压过流保护,防止因电压过高而损坏仪器。 最后, DLDX型一氧化碳传感器克服了传统半导体传感器在空气中阻值漂移大,功耗较高,不适合煤矿井下电器设备要求等缺点,在灵敏度,重现性,功耗,本质安全,适用范围,响应速度等方面都有了新的突破。 另外,传感器的兼容性使得该项目不仅适用于煤矿,在冶金、化工、煤碳、焦碳、管道煤气泄漏、煤气站、环保等领域以及需要监测一氧化碳的场所有着重要应用。因此若该项技术成果能得到政府部门支持并生产,不仅可辅助经济的发展、解决劳动就业问题,还可出口世界产煤大国,产生一定的经济和社会效益。
作品图片





作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
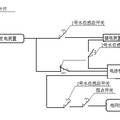
- 作品设计、发明的目的: 矿井火灾是重大煤矿灾害之一,煤矿井下CO浓度的检测是煤矿井下安全生产的一个重要步骤,测试的准确性直接影响煤矿工作人员的人生安全。实时准确地测出井下CO气体浓度,对保障煤矿工业安全生产具有十分重要的意义。 创作思路: 由声光警报可以引起人们警觉的特性,本产品采用国外进口CO敏感元件,结合单片机技术对信号进行分析处理,通过蜂鸣器和LED灯输出警报信号,进行早期的预报,保证了工业安全生产。 创新点: 本产品最大创新点在于采用国外进口三电极电化学一氧化碳敏感元件,该元件采用定电位电解法,能快捷的对低浓度的一氧化碳做出灵敏的反应,大大提高了传感器的精确度和寿命。 技术关键: 1.传感器的技术关键之一在于它采用了单片机智能化控制技术。传感器充分利用智能化集成电路,采用89C2051单片机 ,实时准确地输出显示CO浓度值,实现声光报警的功能。 2.传感器的另一个技术关键在于采用双斩波稳态高精度运算放大器—7650单级运算放大器。 主要技术指标: 测量范围(CO):0~500PPM;基本误差(CO):±1 PPM;报警点设置:24PPM;报警方式:声 蜂鸣器>80db光:LED发光二极管 红色闪光 ;显示方式:三位红色数码显示;测定方式:连续 ;信号输出:200—1000Hz;信号传输距离:≥2KM;直流供电电压:12—18DVC ; 整机工作电流:﹤100mA
科学性、先进性
- 作品的科学性先进性: DLDX型CO传感器最具独特之处在于采用国外进口三电极电化学CO传感头,灵敏度高、感应快。同时,充分利用当今信息业产物--智能化集成电路,采用89C2051单片机,使得当CO的浓度超过报警值时,工作极上释放的电子产生与CO浓度成正比的电流,经检测电路温度补偿和线性放大后可直接进行模拟数字转换,经单片机采集和智能化处理,运算后通过三位数码管精确的显示出CO的浓度值,还能将测量数据通过通讯电缆传输给与之关联的设备。 技术性分析说明: 1、传感元件选择。本产品采用了灵敏度高的国外进口三电极电化学CO传感头,大大提高了灵敏度和精确度。 2、报警方式。传感器能实时显示测量浓度值,实现声光报警,同时也可以输出相应的模拟信号,进行数据远程传输与联网。 3、检测电路数据处理、显示电路设计。工作极上释放的电子产生与CO浓度成正比的电流,经检温度补偿和线性放大后直接进行模拟数字转换,信号经单片机采集并且运算后通过三位数码管显示CO的浓度值。
获奖情况及鉴定结果
- 无
作品所处阶段
- 实验室阶段
技术转让方式
- 技术服务与咨询
作品可展示的形式
- 实物、产品、现场演示、图片
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 使用说明: 1.显示说明:采用三位发光数码管,显示CO浓度的百分比值,一只数码管显示正负号。当显示负数时,表示实际的CO含量为零。 2.定期检查:传感器在井下工作的最初几天要经常检查其零点,输出值及报警点,如误差偏大应及时调整,使传感器达到稳定工作。 技术特点和优势: 1.灵敏度高,感应快。内部的过滤尘罩可以很好地除去CO以外气体的干扰,弥补了传统传感器交叉反应的不足,大大提高了精确度。 2.方便监控。充分利用智能化集成电路,能与煤矿现有安全监控系统联网,便于及时采取相应措施。 3.安全系数高。电路中设有过压保护,防止因电压过高而损坏仪器。推广前景和市场分析: 我国是世界产煤大国,每年所需安全设备可想而知。但目前国内只有少量的检测报警仪能在现场使用,特别是在煤矿井下显得更加落后。传感器的兼容性使得该项目不仅适用于煤矿,在冶金、化工、煤碳、环保等领域以及需要监测CO的场所有着重要应用。因此,研究新型低功耗、高精度的检测系统具有很大的应用价值。
同类课题研究水平概述
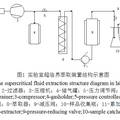
- 一、目前状况 随着经济的迅猛发展,相关领域也在迅速崛起。传统的传感器对于元件的选用一般有以下几种: (1)半导体气敏元件:某些重金属的氧化物烧结成的多晶体形态元件,加热到一定的温度,CO在其表面的催化氧化速度加快,产生的热量使多晶电阻发生变化,由此检测出CO浓度。由于多种可燃性气体都能被催化氧化燃烧,并产生热量,强烈地干扰测定,特异性差。由这种元件做成的报警器甚至能被香烟烟雾触发报警,因此在实际使用中受到了很大的限制。 (2)压电晶体传感元件:其原理是Hg0与CO作用生成CO2及Hg。这种方法检出灵敏度极高,但由于反应过程是间歇的,连续检测受到限制。 (3) 霍加拉特测温:经过特殊处理的霍加拉特能百分百的快速氧化CO成为CO2,反应热与CO浓度成正比。依此原理,将霍加拉特置于恒温池中,通入待测气体,记录温度变化,以测定CO浓度。 目前,比较能适应国民生产生活要求的主要有以下二种检测方法: (1)定电位电解法:采用定电位电解法原理制作的CO传感器是使含CO的气体通过防水膜扩散到含有催化剂的薄膜上在恒定电位的作用下,与电解液在气、固、液三相界面间进行氧化还原电化学反应,通过检测其扩散电流,便可得出一氧化碳气体的浓度。 (2)红外吸收法: CO能吸收特定波长的红外线,并遵守Beer-Lambent定律。据此,将待测气体与标准气体比较,从而测出CO的浓度。而且利用滤光器可以消除其他无关气体的干扰。 二、国外具有代表性的一氧化碳传感器: 日本根本 NE-CO-BL一氧化碳传感器 检测气体:一氧化碳 反映速度(T90)<30秒 测量范围:0 ~ 1000 ppm 输出线性 线性 最大探测范围:1500 ppm 输出漂移<5%/年 输出电流: 55 ±10nA/ppm 寿命:3年 重复性: ±2% 外壳材料:聚苯醚PPO 零点:(纯净空气>:<±5 ppm 颜色:深蓝 温度漂移: <10 ppm 重量:(大约)1KG