基本信息
- 项目名称:
- 适合于寒冷地区的节能型高效产沼气系统
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 在北方,环境温度低,微生物处于休眠状态,无法正常发酵,导致生物发酵制甲烷技术在北方很难应用。黑龙江90%以上的沼气池过冬之后都报废。现有设备功耗大,入不敷出。为解决寒冷地区的产沼气问题,我们从提高同等条件下的单位甲烷产量和最大程度降低系统热损两个方面着手,设计的此反应器最大产气量1.23L/L.d。有效容积为400m3的制甲烷基地,每年可处理掉8000吨固体废弃物,产生经济效益144.5万元
- 详细介绍:
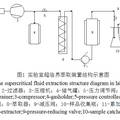
- 本设计使用的高效一体化生物制沼气反应器是由上部的CSTR和底部的UASB两部分组成,是专门针对秸秆动物粪便生物产沼气而开发的新型设备,底物由中部总进水管进入反应器CSTR部分,通过重力自流由底部进入UASB部分后出水。本反应器采用两相厌氧技术设计了两个反应区,第一个反应结束出水进入第二个继续反应,这样可以处理难降解的底物。而且,它结合了两种不同形式厌氧反应器的优点,进入反应器的物料不需要将底物经过特别的预处理,甚至可以省去预处理;反应器将反应区1设置在反应区2上部,将出水设置的很高,这样反应区1的出水靠重力就可以直接进入反应区2,不需要使用水泵加压,省去必要的能源消耗。 一体化装置通过内部结构的优化实现了两相的分离,使两相厌氧工艺系统的产酸相和产甲烷相微生物群在同一反应器的不同空间中发挥各自的降解作用。反应器是密闭结构,表面设保温覆盖层;水喷射器布水,同时进行水力搅拌;产酸相的顶部设独特的相分离装置,在性能上发挥了三相分离器的优点,在结构上进一步完善了其分离气、液、固三相的功能,并与布水设施紧密结合,构成完整有序的反应区、悬浮区、分离区;产酸相配备污泥回流装置,运行过程中可通过好氧工艺的活性污泥回流对反应器内的污泥进行定期补充或事故状态下的置换,增强微生物的活性,提高反应器的自由度;反应器产甲烷相内安装交叉流填料,形成生物膜对有机物进行进一步的降解,同时固定微生物,优化出水水质,发挥膜工艺技术的优势。一体化两相厌氧反应器采用钢板焊接制造,内外壁均需防腐处理。该反应器采用中温消化,反应温度通过自动控制系统保持在35±1℃范围内。此设备把传统的CSTR和UASB反应器与两相厌氧发酵制甲烷技术结合,设计了适合寒冷地区的高效产甲烷反应器;把热泵技术与反应器有机的结合,使反应器高效运行的能耗降到最低;以粪便和餐厨垃圾作为制甲烷的底物,廉价废水废物进行生物发酵通过一体化反应器实现了真正意义上的连续流运转制甲烷,既除去了污染物,又产生了新的能源。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
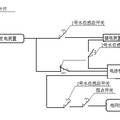
- 作品目的: 在寒冷的北方,由于环境温度较低,微生物处于休眠状态,导致生物发酵制甲烷技术在北方很难应用。针对这种情况,我们设计了一套适于北方低温地区使用的生物发酵制甲烷系统。打破了生物发酵制甲烷技术难以在北方推广的技术瓶颈。 基本思路: 一、结合发酵动力学、考虑菌种在反应器中合理的流态和生态分布,设计高效的生物制甲烷工艺系统设备。 二、针对北方地区冬季温度较低,需要外加热量的问题,引入热泵系统和一体化的设计,使得系统热损降到最低,大大提高甲烷的净产气率。 创新点: 一、把传统的CSTR和UASB反应器与两相厌氧发酵制甲烷技术结合,设计了适合寒冷地区的高效一体化产甲烷反应器。 二、把热泵技术与反应器有机的结合,使反应器高效运行的能耗降到最低。 三、设计一体化,使得设备结构紧凑,运行高效。 技术关键: 一、高效生物制甲烷工艺系统设备设计 (主反应器)。 二、热泵加热、保温、自动控制系统的设计。 三、一体化高效实验装置的设计及制作。 技术指标: 一、预设温度下,单位有效容积的产气量大于1L/L.d。 二、系统的净产气量大于0.6L/L.d。 系统的一体化程度和自动化程度。
科学性、先进性
- 本作品的科学性和先进性: 本作品的科学性和先进性主要表现在解决寒冷地区的高效产沼气问题: 一、节能系统设计。系统核心之一是温度保障系统,以沼气热泵作为温度保障系统的核心,采用闭式热水浴循环方式控制反应器的温度,同时利用热泵和水浴散失的热量对系统的管路和配套系统进行空气加热,在节约了能源的同时又保证了系统的安全高效运行。此热泵系统与以往单纯的电加热相比,能源消耗降低2-3倍。 二、厌氧反应器的设计 另一个核心是厌氧反应器的设计,它结合了CSTR和UASB两种不同形式厌氧反应器的优点,进入反应器的物料不需要将底物经过特别的预处理,甚至可以省去预处理;CSTR反应区将反应区设置在反应器上部,将出水位设置的很高,这样CSTR反应区的出水靠重力就可以直接进入UASB反应区,不需水泵加压,减少能源消耗。通过内部结构的优化实现了两相分离,使产酸相和产甲烷相微生物群在同一反应器的不同空间中发挥各自的降解作用,在节省体积减少空间传热损失的同时,其效率也大大提高。
获奖情况及鉴定结果
- 第三届全国大学生节能减排大赛中获得三等奖
作品所处阶段
- 本设备已加工完成,并正常运行,运行监测到得最大产气量1.23L/L.d
技术转让方式
- 无
作品可展示的形式
- 作品可展示实物,并能从备料、产气到沼气收集的全部步骤正常运行,产生沼气,收集并测量产量。
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 在能源紧张的今天,甲烷化处理生活垃圾、人畜粪便及工业废水已愈来愈受到人们的重视。而北方寒冷地区由于其特殊的地理和环境因素,冬天环境温度过低,使得沼气的应用在北方很难推广。本系统的设计恰恰对这一问题进行了很好的解决。试验中该反应器最大产气量1.23L/L.d。每年可处理掉8000吨的固体废弃物,产生经济效益144.5万元。因此,在大力倡导节能减排的今天,该系统有着广阔的适用前景。
同类课题研究水平概述
- 国外:在世界范围内对厌氧工艺进行的统计,到99年共统计了1303个各类形式的反应器,其中有近800座采用UASB反应器,占全部项目的59%。在各种反应器中,UASB工艺被最为广泛的应用在生产性的装置上。而流化床(包括膨胀床)和厌氧虑床加起来和接触工艺一样是另一类重要的处理工艺,占厌氧工艺应用总数的11%左右。国外厌氧处理技术一般都采用中温发酵的处理技术来完成冲温发酵后的粪便通过20倍水的稀释后再进行曝气沉淀处理。工业应用的厌氧发酵技术一般分成经典式发酵技术和上流式发酵技术两种,经典发酵技术是一种应用很普遍的方法,目前这种技术的发展主要表现在池型的变化和搅拌方式的变化上。池型正在由圆柱型向“水滴”型发展。目前农业应用的高效厌氧技术主要从工艺上改进,如采用序批式反应器和两相厌氧发酵工艺。国外厌氧技术的基础研究主要体现在3个方面:(1)菌体对物料的适应能力及竞争机制的探讨;(2)产甲烷动态过程生化监测方法的研究;(3)探讨水解步骤降解高分子物质降解机制及生物调控机理。 国内:我国沼气事业开始于1930年前后。1929年夏季在汕头开设了我国第一个沼气商号叫中国天然气瓦斯灯行。所用池型是由罗国瑞发明的水压式沼气池,与我国目前使用的水压式沼气池基本相似。1958年,我国沼气事业出现第二次高潮,全国很多省市都修建了沼气池,目的是想解决农村的炊事用能。但由于严格厌氧微生物研究技术上的困难未能解决,理论研究未能深入下去,修建的沼气池又缺乏正确的技术管理,留下来能够使用的沼气池为数不多。随着户用沼气池的发展,70年代后期也建了一些大中型沼气工程,以工业废水和禽畜粪便为原料,以获取沼气能源为主。这批沼气工程的质量相对于户用池较高,但是配套差、池容产气率低、出料困难、综合效益不高。1980年,成立了中国沼气协会,使沼气建设事业逐步走上依靠科学技术、保证建池质量、重视经济效益、建管并重、稳步发展的道路,使沼气事业形成了以能源、环境保护、生态农业为目标的发展方向。 近年来通过对沼气发酵的科学原理和应用技术进行大量的科学研究与实验,取得了许多出色的研究成果。在沼气发酵工艺研究方面,基本上达到了世界先进水平。目前我国沼气池已发展到1000多万个,全国已有大中型沼气工程1100多处,可向18万户居民集中供应管道沼气。生活污水净化沼气池发展迅速,全国建池8万多处,可处理280万人的生活污水。