














基本信息
- 项目名称:
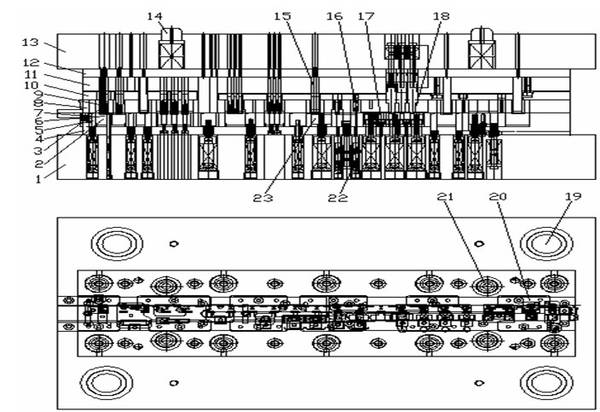
- 弧形簧片精密高速多工位级进模设计
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 机械与控制
- 大类:
- 自然科学类学术论文
- 简介:
- 基于弧形簧片外形、尺寸、精度特点及其高速冲压成形时的主要问题,详细叙述了工位设计、排样图设计、步距精度、模具结构及关键零件设计等关键技术,并简要介绍了高速精密级进模主要零部件的加工工艺。模具结构紧凑合理,制程稳定性好适应高速冲压生产要求。
- 详细介绍:
- 工位设计主要考虑毛坯的排样方式、冲裁和弯曲的工艺性、载体设计、定位方式及模具强度[5-6]。总的原则是先冲裁、再折弯,综合考虑模具强度、刚度及结构合理性,在适当位置增设空工位以保证模具强度或在试模不成功时可增加工位。根据后续电镀及装配的需要,端子产品设计时已经规定了送料步距、载体形式以及导正定位针的大小、位置等。 基于弧形簧片接触端子零件尺寸小、外形较为复杂等特点...(查看更多)
作品图片


作品专业信息
撰写目的和基本思路
- 在现况企业生产中,当冲速超过每分钟500次时,经常会产生“跳屑”现象,致使类似零件冲速普遍不高。因此,高速精密级进模抑制废料回升技术是我省高精模具企业提升产品竞争力必须要突破的关键共性技术之一。
科学性、先进性及独特之处
- 本作品在对产品工艺性分析的基础上,使用级进冲压成形,并考虑到实际成形工况,合理排布成形工序,采用内外导向结构及小间隙进行精密冲裁。
应用价值和现实意义
- 本作品结合企业中最常用的,也是最重要的生产方法(级进冲压)出现的成形问题及难点,提出一些看法和解决措施,对类似产品有很大的指导和借鉴意义。
学术论文摘要
- 基于弧形簧片外形、尺寸、精度特点及其高速冲压成形时的主要问题,详细叙述了工位设计、排样图设计、步距精度、模具结构及关键零件设计等关键技术,并简要介绍了高速精密级进模主要零部件的加工工艺。模具结构紧凑合理,制程稳定性好适应高速冲压生产要求。
获奖情况
- 无
鉴定结果
- 无
参考文献
- [1].姜立忠,张建营,周耀东,等.汽车结构件多工位精密级进模排样及模具设计[J].锻压技术,2009,34(3):41-43. [2].曹立生.正极片冲压工艺分析与多工位级进模具设计[J].锻压技术,2008,33(3):23-25. [3].刘占军.接插件多工位级进模设计[J].锻压技术,2007,33(1):96-98. [4].郭雷,黄珍媛,阮锋,等.接触端子精密级...(查看更多)
同类课题研究水平概述
- 目前国内对普通冲模“跳屑”问题的研究取得了一定的成果,从“跳屑”产生的原因到解决的措施,较好地降低了普通级进冲压模具中“跳屑”产生的频率。目前国内精密多工位级进模的冲速仅在每分钟500~800次左右,正是因为“跳屑”问题的产生制约了冲速的进步提升,高速精密多工位级进模中的防“跳屑”问题仍处于探索阶段,技术还不成熟。而高速精密多工位级进模具技术在国外的发展比较迅速,特别是日...(查看更多)








