基本信息
- 项目名称:
- 新一代“节能、高效”气体渗氮技术--原位纳米催化低温快速气体氮化研究
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 自然科学类学术论文
- 简介:
- 本文通过研究原位纳米催化低温快速气体渗氮技术,结合内燃机气缸套、活塞环等具体产品的实际生产要求,探讨这种技术作为下一代氮化技术的可行性,与同传统气体渗氮和离子渗氮等技术相比的优势,以及此项技术的发展前景。
- 详细介绍:
- 金属热处理是机械制造中的重要过程之一,与其他加工工艺相比,热处理通过改变工件内部的显微组织或改变工件表面的化学成分,赋予或改善工件的使用性能。渗氮处理作为金属热处理的一种方式,由于其成本低、工艺简单而且可以大幅度改善工件的硬度、疲劳强度、抗腐蚀性等机械性能,被广泛应用于工业生产中。由于目前大量应用的传统气体渗氮技术是一种高耗能的加工方式,处理速度慢、温度高,极易造成基体变形导致废品率升高,使得其优势得不到充分发挥。在节能减排的大趋势下,如何降低国内渗氮技术的能耗,提高良品率,是新一代渗氮技术需要解决的问题。
作品图片
作品专业信息
撰写目的和基本思路
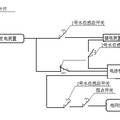
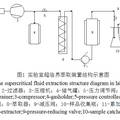
- 本文通过介绍原位纳米催化低温快速气体渗氮技术的技术特点和工艺流程,以及对钢制试样纳米化处理后的检测和渗氮后渗氮层性能的检测,重点探讨了这一技术的相对于传统气体渗氮技术和离子渗氮技术的改进与优势。目的在于突出这种技术对于渗氮处理节约能源、提高生产效率和成品率、扩大渗氮处理应用范围的意义,分析了这种技术作为下一代节能高效热处理技术,替代传统渗氮方法的可行性。
科学性、先进性及独特之处
- 使用表面交流纳米化技术将零件表面预处理后再进行渗氮,使得渗氮速度大大加快,提高了效率,减轻了污染,对于热处理行业的节能减排有着十分重要的意义。同时,由于处理温度的降低,使得基体畸变减小,对于精密零件的处理效果大大改善,提高了成品率,扩大了此项技术的应用范围,使得渗氮处理可以代替镀铬等高污染的处理技术,实现了更广泛的应用,对环境保护又有着十分重要的意义。
应用价值和现实意义
- 作品的实际应用价值和意义在于,此项技术有望代替现有的传统气体氮化技术和离子渗氮技术,成为新一代渗氮技术的代表,解决现有技术成本高、工艺复杂,基体变形严重,氮化精密零件合格率低,无法氮化有盲孔细孔的复杂零件等缺点。最重要的是可以改变热处理行业管理粗放、制作粗糙、产品低端的现状,有助于产业链升级,缩小热处理技术方面与发达国家的差距,降低单位能耗,节能减排,替代污染严重的镀铬等电镀技术,保护环境。
学术论文摘要
- 金属热处理是机械制造中的重要过程之一,与其他加工工艺相比,热处理通过改变工件内部的显微组织或改变工件表面的化学成分,赋予或改善工件的使用性能。渗氮处理作为金属热处理的一种方式,由于其成本低、工艺简单而且可以大幅度改善工件的硬度、疲劳强度、抗腐蚀性等机械性能,被广泛应用于工业生产中。由于目前大量应用的传统气体渗氮技术是一种高耗能的加工方式,处理速度慢、温度高,极易造成基体变形导致废品率升高,使得其优势得不到充分发挥。在节能减排的大趋势下,如何降低国内渗氮技术的能耗,提高良品率,是新一代渗氮技术需要解决的问题。本文通过研究原位纳米催化低温快速气体渗氮技术,结合内燃机气缸套、活塞环等具体产品的实际生产要求,探讨这种技术作为下一代氮化技术的可行性,与同传统气体渗氮和离子渗氮等技术相比的优势,以及此项技术的发展前景。
获奖情况
- 《Surface catalysis gaseous nitriding of alloy cast iron at lower temperature》,Jin-Quan Sun,et al, Elsevier ScienceDirect,14 April 2010,
鉴定结果
- 作品所用数据及得出结果真实有效
参考文献
- [1] T. Bell. Source Book on Nitriding. ASM, Materials Park, 1977, 266. [2] M. Moradshahi, T. Tavakoli, S. Amiri, et al. Surf. Coat. Technol., 2006, 201: 567. [3] W. Sha, M.A. Haji Mat Don, A. Mohamed, et al. Mater. Charact., 2008, 59: 229. [4] M. Moradshahi, T. Tavakoli, S. Amiri, et al. Surf. Coat. Technol., 2006, 201: 567. [5] W. Sha, M.A. Haji Mat Don, A. Mohamed, et al. Mater. Charact., 2008, 59: 229. [6]王积森,冯忠彬,孙金全等.材料导报,2008,20:8 [7] 沈思特. 金属热处理学报, 1986, 2:11. [8] 程先华. 金属热处理, 1990, 12:3. [9] 邓光华. 金属热处理, 1995, 11:8. [10] J. Baranowska, K. Szczecinski, M. Wysiecki. Vacuum, 2001, 63:517.
同类课题研究水平概述
- 渗氮作为一种化学热处理的方法在工业上应用已经有近百年的历史,我国从上世纪50年代开始采用这种技术,在整个制造业中已经获得广泛的应用。 渗氮不仅能提高零件的硬度、耐磨性和疲劳强度,同时还可以使零件具有良好的红硬性、变形小、尺寸稳定和使工件表面呈压应力状态等优点。但是它有着生产周期长(几十到上百小时)、生产成本高、表面脆性较大的缺点。因此,研究的主要方向集中在不断探索新方法以缩短渗氮生产周期和降低渗氮层脆性,降低基体畸变,扩大此项技术的应用范围上。根据国内外已发表的资料,目前渗氮处理大致有以下几种方式: 1、调整渗氮工艺,加快渗氮速度 目前大多数厂家采用二段、三段氮化工艺代替等温渗氮,第一阶段一般现在500℃左右渗氮一段时间使工件表面形成高弥散度的氮化物颗粒,保证硬度,第二阶段将温度提高到550℃左右继续渗氮,加速氮原子扩散。这种方法比等温气体渗氮缩短一半时间,但是由于温度较高,基体畸变严重。 此外还有载体法、缩短换气时间、取消换气工序直接加热、改变气氛加入氮气提高氮氛等新工艺,这些方法都属于对传统气体渗氮工艺的改进。 2、采用物理方法加快渗氮速度 这一类比较常用的方法有:离子渗氮法、高频加热渗氮法、高压渗氮法、超声波渗氮法、磁场或紫外线预处理渗氮法、电解气相催渗法等。其主要原理是通过物理方法提高外界氮势加快渗氮速度从而达到降低处理温度提高速度的目的。 3、采用化学方法加速气体渗氮 此方法适合于无铝钢,对不锈钢、耐热钢特别有效。这些钢含有13-28%的Cr,零件表面易形成厚度在0.5-1nm的Cr2O3薄膜。极稳定的钝化膜使得氮原子无法穿透,这类方法的主要原理是将钝化膜通过化学的方法去除,达到建立渗氮层的目的。此类方法包括预磷化处理、加氧渗氮法、洁净渗氮法和镀钛渗氮等。 除了以上几种渗氮工艺的改进,渗氮处理还出现了计算机可控渗氮和渗氮复合热处理工艺的趋势。 现在不少厂家将老式渗氮炉现代化改造,实行计算机可控渗氮。可以精确控制炉内氮势,根据处理材料的不同使用不同的工艺满足要求,精确控制使得产品质量稳定提高了工作效率。 常用的渗氮复合热处理工艺有渗氮或软氮化后立即快速淬火,渗氮或软氮化后加完全淬火或表面淬火,渗氮、软氮化或硫氮共渗加氧化处理等技术。这些方法通过将氮化与淬火等热处理工艺相结合,达到提高零件综合性能的目的。