基本信息
- 项目名称:
- 上流式多级厌氧反应器(UMAR)的研制
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- UMAR反应器集分级处理技术、流化床技术和污泥颗粒化技术于一体,克服了传统厌氧技术的不足,反应器的主体设计成积木式,其多个部位的结构及工艺参数可调节,能方便地从不同角度研究反应器的内部结构与水力条件对内循环效果的影响,同时使装置对废水研究,为工业废水的厌氧处理工艺寻找最佳的工艺运行参数,也为装置的实际应用提供可靠的水质有较宽的适应能力,可以对各种工业废水的厌氧降解机理和降解特性进行深入依据。
- 详细介绍:
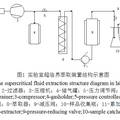
- 作品简介 上流式多级厌氧反应器(UMAR)广泛的应用于高浓度有机废水的处理,UMAR反应器集分级处理技术、流化床技术和污泥颗粒化技术于一体,克服了传统厌氧技术的不足,使厌氧处理技术的优势得以充分体现。UMAR反应器分三个不同的系统(混合区、膨胀区、后处理区),借助内循环作用而使每个系统分别独立,形成上流式多级厌氧反应器独特的工艺。混合区在反应器底部,进水和内循环水充分混合后均衡地进入膨胀区;膨胀区指反应器一级反应区,由于进水向上的流动,内循环作用以及产生气体的扰动,使污泥床呈膨胀悬浮状态,废水与颗粒污泥充分有效的接触,可提高污泥活性,该区具有较高的有机负荷率和转化率;后处理区指反应器二级反应区,污泥浓度低,给膨胀区污泥床的膨胀留下了足够的缓冲空间,避免了在峰值负荷冲击时的污泥流失,有利于污泥的滞留,实现了“高负荷与污泥流失相分离”,既保持了污泥的高浓度,又强化了传质过程。 反应器原理 废水通过旋转布水系统进入反应器底部,在混合区与内部循环水混合,在反应器的一级处理区内,废水与颗粒污泥充分接触,在厌氧菌的作用下废水中的大部分有机物被转化为甲烷和二氧化碳。产生的生物沼气经过一级三相分离器收集分离,同时在沼气的气提作用下携带部分废水经上升管升至反应器顶部的气液分离器内,沼气通过气液分离器分离后离开反应器收集至沼气罐,水通过中心的下降管返回到反应器的底部,形成内部循环。一级处理区的出水通过一级三相分离器后进入二级处理区进一步处理,所产生的沼气经过二级三相分离器和顶部的气液分离器收集分离后导入沼气柜以便回收利用。经过二级处理区处理后的水从顶部排出反应器。 特点 1)容积负荷高,占地面积少; 2)抗冲击负荷能力强; 3)启动时间短,操作控制简单; 4)内部无运转部件,维护方便; 5)适应处理中高浓有机废水范围广泛; 6)玻璃钢材质,透明便于观测。 适用性 适用于啤酒、制浆造纸、淀粉加工、酒精发酵、制糖、垃圾渗透液等中高浓废水厌氧处理的技术开发; 适用于大学本科、研究生小试和中试试验研究和教学; 适用于工业化生产中试试验研究。
作品图片


作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 基本思路 当前,污水处理技术发展非常迅速,相比之下,实验教学内容和形式显得陈旧,培养学生创新能力的实验条件、特别是现代设计性、创新性和综合性实验装置严重缺乏,影响了学生工程实践能力的培养和创新能力的发挥。为此,急需进行与国际最新研究成果项接轨的实验装置的开发与研制,建立与完善具有国际水平的现代污水处理实验环境,有必要进行高效污水厌氧处理装置的研制。 创新点 把多级处理技术、流化床技术、污泥颗粒化技术、内外循环等技术集合在同一个厌氧反应器内,提高反应器的处理效率。 技术关键 1、上流式多级厌氧反应器结构研制:通过优化长径比、三相分离器结构及安装位置等使沼气产气率比普通UASB提高20%以上,设备启动时间缩短三分之一; 2、上流式厌氧反应器的结构优化:该反应器由四个不同功能的单元构成:混合部分、高负荷处理部分、低负荷处理部分和回流部分。 主要技术指标 UMAR厌氧反应器把多级处理技术、流化床技术、污泥颗粒化技术、内外循环等技术集合在同一个厌氧反应器内: 电源: 220V±10%, 50Hz±1%,单相交流电 工作液PH:6.5-7.5 处理废水负荷:COD:2000mg/l-10000mg/l BOD:1000 mg/l-5000mg/l 最大容积负荷:40kg COD/m3.d COD去除率>75%; 水力停留时间(HRT)为4-24h 沼气产率: >0.36m3/kgCOD
科学性、先进性
- UMAR除具有普通内循环反应器的一般特点外,还有以下几个新特点:(1) 优化了内循环反应器的工艺特点。该反应器设计参照内循环工艺基本原理,拓展内循环反应器应用领域到低浓度、高毒性等产气量小的有机废水。(2)对废水有很好的搅拌作用。强制气循环装置带入的气泡较大,有效地防止反应器污泥的沉淀和进液系统的堵塞。(3)抗冲击负荷更强。当进水毒性增大或浓度增高时,可通过增加附加气量提高内循环量而达到反应器的稳定运行。(4)提高抗pH负荷冲击的能力。对于含蛋白质的废水,由于降解时产生氨气,强制气循环系统可以更好的抵抗系统中酸的积累,也助于节省碱源的投加量。UMAR反应器是新一代厌氧反应器,集分级处理技术、流化床技术和污泥颗粒化技术于一体,克服传统厌氧的不足,对高浓有机废水COD去除率高,反应器容积负荷高、抗冲击负荷能力强、集气效果好、沼气收集完全,用户使用在有效减少污染物的同时,获得良好的经济效益。
获奖情况及鉴定结果
- 2010年10月,在北京工业大学举行的中国高等学校自制教学仪器设备展中获得成果奖。 “上流式多级厌氧反应器(UMAR)的研制”荣获2008-2009年度广西大学实验室建设与实验教学改革一等奖。
作品所处阶段
- 产业应用推广阶段
技术转让方式
- 无
作品可展示的形式
- ■实物、产品 ■现场演示 ■图片 ■录像
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 1、使用说明 废水通过旋转布水系统进入反应器底部,在混合区与内部循环水混合,在反应器的一级处理区内,废水与颗粒污泥充分接触,在厌氧菌的作用下废水中的大部分有机物被转化为甲烷和二氧化碳。 2、技术特点和优势 UMAR反应器是在第三代IC厌氧反应器基础上发展而来,是目前最新一代厌氧反应器,UMAR集分级处理技术、流化床技术和污泥颗粒化技术与一体,具有较高的有机负荷和COD处理效率,沼气产量高等优点,上流式多级厌氧反应器处理高浓有机废水处于国内领先及当代国际水平。 3、适用范围及推广前景的技术性说明 UMAR厌氧反应器适用于制浆造纸、化工、制药、酒精、淀粉、垃圾渗滤液等高浓度有机废水处理。 4、市场分析及经济效益预测 经济效益以日处理量9000 m3/d,进水COD为5000 mg/L,经处理后废水COD≤1500 mg/L来算,经过UMAR处理后每天减少COD排放31.5t/d,沼气产量为11340 m3/d,当标煤1200元/吨计,日收益为13608元。
同类课题研究水平概述
- 厌氧处理技术是一种有效的去除有机污染物并使其转化的技术,可将有机化合物转化为甲烷和二氧化碳等。目前常用的厌氧技术主要有厌氧接触式处理工艺,上流式厌氧污泥床反应工艺,厌氧颗粒污泥膨胀床工艺等。 (l)厌氧接触式处理工艺 厌氧接触法属于第二代厌氧消化技术,其特点是将一部分消化污泥回流到系统,使系统中保持较高浓度的生物量,从而提高消化器的容积负荷。海南新时代环保公司在这一工艺基础上进行改进,达到了很好的效果,但废水的停留时间仍很漫长。 (2)上流式厌氧污泥床(UASB)工艺 UASB特别适合处理中高浓度的有机废水,是我国目前主要发展的处理高浓度生物废水的技术。UASB工艺的特点是: ①有机负荷居第二代厌氧反应器之首,水力负荷较高。 ②污泥颗粒化后,使系统抗冲击能力增强。 ③可节省回流污泥所需的设备和能耗。 ④反应器上部设置三相分离器,分理效率高,节约投资和运行费用。但是UASB工艺存在高径比小,占地面积大;UASB增加截面积的放大方式难以在大规模反应器中实现均匀布水;液体上升流速小、固液混合较差;负荷高时污泥易流失等缺点。 (3)厌氧颗粒污泥膨胀床(EGSB)工艺 这是在UASB基础上的改进技术,它加大了污水进入反应器的速度,使整个污泥床都处于悬浮状态,这种反应器使得污水与污泥的接触强度大大加强,从而使反应速度大大加快。第三代厌氧反应器对处理中高浓度的有机废水比第二代反应器更显优越。 (4)厌氧内循环IC工艺 基于uASB设计的IC厌氧反应器是荷兰Paques公司在20世纪80年代中期研发成功的专利技术,直至1994年有关该反应器的研究报道才在相关杂志上出现。IC反应器可以看成是由两个UASB反应器上下重叠在一起串联运行的。lC在研制中引入了许多先进的工艺思想,包括两段式设计和分级处理技术,污泥颗粒化技术,污泥回流技术,悬浮污泥技术以及内循环技术等,极大增加了生物量,同时改善了传质,尽力挖掘了生化处理的潜力,抓住了厌氧处理技术的关键,体现了从根本上提高生化反应效率的原则,因而该工艺被称为第三代厌氧反应器的代表工艺之一。 而UMAR反应器是在第三代IC厌氧反应器基础上发展而来,是目前最新一代厌氧反应器,UMAR集分级处理技术、流化床技术和污泥颗粒化技术与一体,具有较高的有机负荷和COD处理效率,沼气产量高等优点。