哈工大专区
基本信息
- 作品名称:
- 填充式搅拌摩擦焊新方法
- 大类:
- 科技发明制作A类
- 小类:
- 能源化工
- 简介:
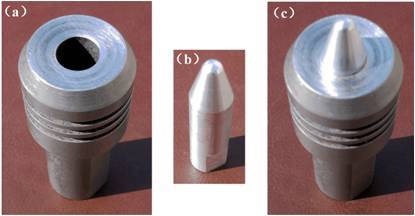
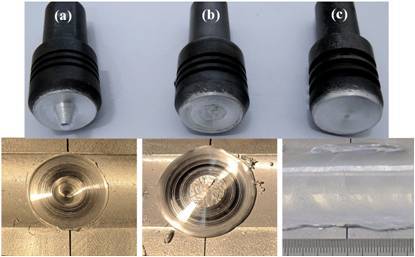
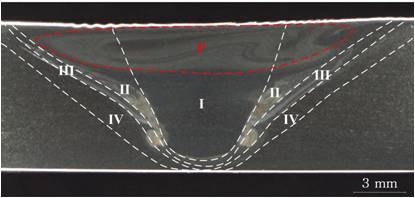
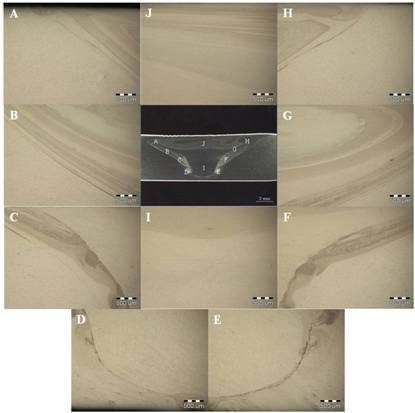
基于固态连接原理提出了填充式搅拌摩擦焊新方法,设计了可消耗分体式焊具,颠覆了传统搅拌摩擦焊固有模式。该方法具有高效节能、绿色环保、低成本等突出优势,能够彻底解决由搅拌摩擦焊缝匙孔和缺陷引起的“木桶效应”。补焊接头强度及伸长率分别达到了无缺陷原始焊缝的85%和99%,与宇航工业所采用的TIG、摩擦塞焊技术及同时期美国杨百翰大学、美国橡树岭国家实验室及日本东北大学共同提出的FBJ技术相比,优势明显。
- 详细介绍:
本作品基于固态连接原理提出了填充式搅拌摩擦焊新方法,发明了一种由消耗式且与被焊结构同质的2219铝合金搅拌针、钢制非消耗式轴肩、钢制焊具夹持体和紧固螺钉构成的可消耗分体式焊具,颠覆了传统搅拌摩擦焊定义焊具为非消耗品的固有模式。补焊过程中,利用搅拌针的塑性变形和流动实现了对焊缝匙孔和缺陷的固相补焊,搅拌针与匙孔界面和轴肩作用区材料塑性流动现象明显,界面成形良好无缺陷。 填充式搅拌摩擦焊补焊接头的强度可达无缺陷原始焊缝强度的85%,高于TIG补焊接头的73%。其伸长率更是达到了无缺陷原始焊缝伸长率的99%,远高于TIG补焊接头的12.2%。该方法实现了对搅拌摩擦焊缝匙孔和缺陷的准等强修复。 本作品旨在开辟一种新的焊接方法,实现无匙孔搅拌摩擦焊和搅拌摩擦焊缝缺陷的准等强修复。该方法很好地继承了搅拌摩擦焊技术本身所具有的高质量、高效、低成本、低变形、易于自动化、无需保护气、低能耗、对环境无污染等诸多优点,是名副其实的“绿色”补焊新方法,具体表现在以下方面: (1)节能 填充式搅拌摩擦焊新方法与TIG补焊方法相比焊接温度较低,最高温度出现在焊核部分且最高温度不超过500℃,远低于铝合金熔点(600℃以上),无金属过热现象,能量利用率高。 (2)绿色环保 填充式搅拌摩擦焊新方法与TIG补焊方法相比,不会产生焊接烟尘、弧光及噪声污染,能量利用率高,焊接过程绿色环保无污染。 (3)高效 填充式搅拌摩擦焊新方法可在2分钟内完成对单个匙孔的补焊工作,生产效率高。 (4)低成本 填充式搅拌摩擦焊新方法与同一时期美国杨百翰大学、美国橡树岭国家实验室及日本东北大学联合提出的Friction Bit Joining(FBJ)技术相比,成本更低廉,焊具利用率更高。
- 获奖情况:
第十二届“挑战杯”作品 三等奖
(1) “大学生创新性实验计划项目” 一等奖,2010年9月。
(2) “友达杯”绿色创新作品大赛 环保达人奖,2011年4月。