基本信息
- 项目名称:
- 地沟油一步法连续生产煤浮选剂的催化新工艺
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 自然科学类学术论文
- 简介:
- 本项目通过合成新型多级孔固体(超强)酸催化材料,催化含高游离酸(3-40%)的地沟油等废油脂,同时进行酯化和酯交换反应,采用一步法连续反应工艺来生产生物柴油,产品应用于煤泥浮选等领域。项目创新性地采用一步法连续多相酸催化反应工艺,克服了均相催化两步法间歇式反应工艺的流程长,催化剂耗量大,腐蚀严重,回收复杂,产品分离困难等缺点。该项目解决了目前地沟油难处理,污染环境的问题,合理地利用了废旧资源。
- 详细介绍:
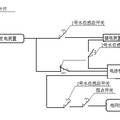
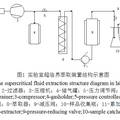
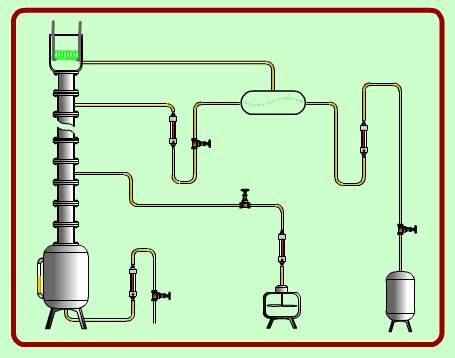
- 1.多级孔固体超强酸催化剂的制备及性能研究 以锆化合物(或和硅化合物)为主要成分,在反应体系中加入多级孔模板剂,经过水热晶化获得多级孔固相载体,负载硫酸(磺化)或其他酸性组分,经钝化后获得具有多级孔结构的、高表面积固体(超强)酸催化剂。 ① 研究水热晶化的条件,如碱度、时间、温度等对催化材料的影响;多级孔模板剂的种类及其对催化材料的影响(必要时要对模板剂进行表面改性),焙烧的气氛、温度和时间对催化材料的影响;磺化的条件如酸浓度、反应时间、温度等对催化材料表面性能的影响; ② 借助XRD、SEM、TEM、N2吸附、NH3-TPD等先进技术表征催化材料的晶相,孔结构和表面性质,以此确定制备工艺与材料孔结构和表面性能之间的关系,用原位FT-IR、UV-vis、NMR、XPS等表征催化剂的官能团及活性中心; ③ 选用甲醇和类甘油酸酯分子考察催化剂的孔结构和吸附/脱附性能及分子扩散性能,建立吸附等温线和吸附动力学模型,为改性催化剂在酯化和酯交换反应中的催化作用提供理论基础; ④ 建立一套对反应物和产物完整的分析方法; ⑤ 采用500mL间歇式反应器,考察催化剂在酯化和酯交换反应过程中的催化性能,以指导催化剂的改良;考察催化剂的反应稳定性和再生性能,以提高催化剂的使用效果; ⑥ 选用含有高游离酸(FFA 3-40 %)的废弃油脂(地沟油)进行生物柴油制备,通过对催化剂的优选和工艺参数的选择合成生物柴油。 2 设计特殊的双功能反应器 设计带有催化剂床层、回流和液液分离为一体的双功能反应器,使(废)油脂(含游离酸)和甲醇的酯化和酯交换反应能实现一步连续运行,并同时具有对目标产品的分级分离功能。 3 一步法连续生产工艺 工艺包括6个单元操作:地沟油预处理、催化酯化和酯交换反应、生物柴油精制、甘油浓缩精制、甲醇回收循环利用、未反应油脂循环反应。 地沟油经预处理后与甲醇发生酯化和酯交换反应,反应后产物先静置分层得粗生物柴油和甘油水混合物,分别经闪蒸和减压精馏后得到不同馏分的生物柴油,浓缩的甘油通过催化氧化和酯化制得含羟基、羧基的短链酯,其他精馏出的甲醇和未反应的油脂再循环回反应器进行反应。
作品图片

作品专业信息
撰写目的和基本思路
- 目的:开发高酸值的油酯或废油脂(地沟油)一步法连续生产煤浮选剂的催化剂及催化工艺和技术。 基本思路:在已有制备中孔固体超强酸催化剂材料基础上,合成纯氧化锆或掺杂锆多级孔催化材料, 经负载酸活性物获得(超强)酸多级孔催化剂。合成模板剂、晶化条件和掺杂物的选择将提高多级孔催化材料表面的稳定性,有利于改善表面对酸活性物种的捕获和铆钉性能,从而和合理调配催化剂表面的酸中心强弱和数量,提高酸中心的稳定性。
科学性、先进性及独特之处
- (1)依据金属氧化物-金属氧化物的键合理论和相似相容性,选用酸性体系稳定的模板剂,掺杂氧化锆到孔骨架,合成高稳定性的超强酸固体材料; (2)通过反应器和反应体系以及分离系统的设计平衡两种反应的动力学差异,依据多相液体的流态分布和行为,建立反应、分离模拟,设计连续化酯化和酯交换一步催化反应工艺; (3)依据废弃油脂的性能,获得的生物柴油应用于煤泥浮选工业。
应用价值和现实意义
- 直接从餐饮、油料厂等企业回收废弃油脂地沟油,提炼加工成生物柴油从生产成本上每吨利润在2000元左右。从社会影响上可以杜绝不法商贩黑作坊生产,避免地沟油二次进入餐饮行业。该工艺的特点在于适应不同的原料市场,更利于工业推广,带来更高的社会效益。利用废旧资源地沟油生产出附加值高的产品煤浮选剂,既保护环境减少污染又创造高的经济收益。既减少了垃圾处理费用,又增加了新生企业的效益和社会就业率。
学术论文摘要
- 地沟油是主要来源于餐饮等行业的非食用油,我国每年有300~500百万t需要处理。然而,由于地沟油的成分复杂,含游离酸量高(3%~40%),处理困难等原因成为亟待解决的问题。本研究通过以锆化合物(或和硅化合物)为主要成分,在反应体系中加入多级孔模板剂,经过水热晶化获得多级孔固相载体,负载硫酸(磺化)或其他酸性组分,经钝化后获得具有多级孔结构的、高比表面积的固体(超强)酸新型催化剂,催化含高游离酸的地沟油等废油脂,同时进行酯化和酯交换反应,采用一步法连续反应的催化转化工艺来生产生物柴油,将产品生物柴油应用到煤泥浮选工业。通过对反应器和反应体系的设计,分步分级内循环和精馏分离,合理调节酯化和酯交换反应速度,使反应物充分反应,极大地提高生物柴油的收率。将主要含脂肪酸甲酯的生物柴油作为捕收剂,副产物甘油通过催化氧化酯化等反应得到含羟基、羧基、醚键等的低碳链有机物作为起泡剂应用到煤泥浮选工业,其本身不含硫,降解速度快,优于石化柴油和煤油,而且其纯度要求不高,可以大幅度降低生产成本,具有很高的市场竞争优势。
获奖情况
- 无
鉴定结果
- 无
参考文献
- [1]国办发〔2010〕36号, 国务院办公厅关于加强地沟油整治和餐厨废弃物管理的意见, (见中国政府网 [2]A. Baig and F. Ng, A single-step solid acid-catalyzed process for the production of biodiesel from high free fatty acid feedstocks, Energy Fuels, 2010, 24, 4712-4720 [3]王书, 日本如何处理地沟油, 能源与环保, 2010, 7, 30 [4]姚亚光, 纪威, 张传龙等, 餐饮业废油脂的再生利用和回收管理, 可再生能源, 2006, 126(2), 62-64 [5]侯国峰, 孟永彪, 徐国徽, 废动植物油生产转化生物柴油技术的研究, 机械管理开发, 2009, 24(5), 20-22 [6]H. Zhu, Z.B. Wu, Y.X. Chen, et al, Preparation of biodiesel catalyzed by solid super base of calcium oxide and its refining process, Chinese Journal of Catalysis, 2006, 27(5), 391-396 [7]Z. Helwani, M.R. Othman, N. Aziz, et al, Technologies for production of biodiesel focusing on green catalytic techniques: A review, Fuel Processing Technology, 2009, 90, 1502-1514 [8]Y. Zhang, M.A. Dube, D.D. Mclean, et al, Biodiesel production from waste cooking oil:1. Proceess design and technological assessment, Bioresourse Technology, 2003, 89, 1-16
同类课题研究水平概述
- 面对餐饮业产生的大量地沟油,世界各国目前没有统一的处理方法,大都用来生产肥皂、肥料和油酸等。随着近几年对能源危机的关注,生物柴油的研究和生产越来越受到社会的关注,用地沟油来生产生物柴油是开发新能源的重要途径之一。日本是最显著的国家,每年有高达40万t的地沟油用来生产生物柴油,大约有2800辆车燃用这些生物柴油。欧盟各国通常将地沟油作为饲料用油和生产生物柴油,主要应用集中在城市公交、农业及林业生产等领域。美国的废油脂产量大约为100万t/a,也在推广生物柴油。目前,我国对地沟油的利用主要有两个方面:(1)生产有机肥料、肥皂、化妆品等。(2)生产生物柴油。 制生物柴油的碱催化酯交换法由于反应条件温和、反应速度快及选择性高,成为目前使用最广泛的方法。缺点是对原料的要求比较高(游离脂肪酸含量<0.5%),对高酸值的油脂,催化剂会与脂肪酸发生皂化反应从而损耗催化剂,不适宜用碱催化酯交换反应。由于地沟油内成分复杂,大部分酸值比较高(3%~40%),所以关于地沟油制生物柴油的报道以酸催化为主。多相固体催化剂活性稳定、易于分离,重复利用率高,与对应的均相催化剂相比,具有重要的工业化价值。Y.M. Park等利用SO42-/ZrO2、SO42-/Al2O3、WO3/ZrO2等作催化剂,醇油比19.4,反应时间1h,反应温度75℃,得到的生物柴油产率为70%。S. Furuta等使用WO3/ZrO2、锆铝和磺化氧化锡作催化剂,醇油比40:1,反应时间20h,反应温度200~300℃的条件下,生物柴油的转化率达到90%。可见,在以ZrO2为载体的超强酸催化剂体现了良好的催化活性。最近,Baig等报道了一种基于负载杂多酸催化剂的固体酸催化剂,采用一步法催化工艺,使含25%的棕榈酸的大豆油与甲醇反应生产生物柴油,酯化反应与酯交换反应同时进行,棕榈酸的转化率为95%,而脂肪酸甘油酯的转化率为99%。由此可见,采用一步法工艺和选择合适的超强酸催化剂转化含游离酸量高的废弃油脂具有可行性。并且工艺步骤简单,可使生产成本降低,适宜于工业化和应用推广。