














基本信息
- 项目名称:
- 大型回转支承滚道直径检测装置
- 来源:
- 第十一届“挑战杯”国赛作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作A类
- 简介:
- 大型回转支承轴承是一种能够承受综合负荷的大型支承轴承。由于其受力大,所以对滚道的精度要求比较高。现在常用的测量装置存在以下主要问题:一是测量的精度和范围有限;二是比对测量形成累计误差,影响测量精度;三是测量装置体积庞大、造价昂贵。 为解决这些问题,本装置采用定弦长测弓高的方法,用可更换的钢球实现自动定位,用光栅作为弓高的测量装置,并可通过显示器直接输出被测直径信息;同时,用适应滚道的钢球测量方式可以测量四点接触桃形沟球轴承的内外径,是一种较接近工作状态的测量方式,并且在实际试验性应用中,取得较好测量效果。
- 详细介绍:
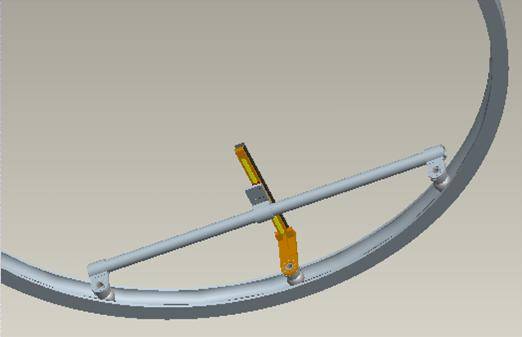
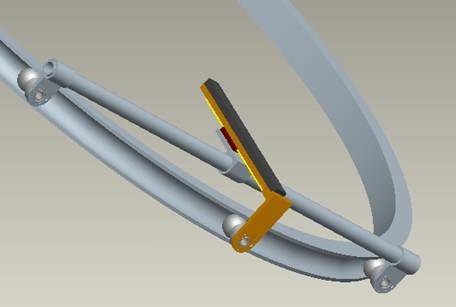
- 本检测装置采用测量输出一次完成的方法减少了传统检测、比对两次测量误差累积对测量结果的影响。可以连续多次的进行不同尺寸滚道直径的测量,避免了传统测量方式每次测量都要重新比对的繁琐过程,简化了测量过程,缩短了测量时间。通过三点式测量方法和使用适应滚道的钢球有效的提高了定位的精度。用光栅检测数据较以前的游标卡尺等有效的提高测量精度。数字的输出形式可以有效避免直接读游标卡尺等测量工具时有可能产生的失误。用适应滚道的球形测头可以测量四点接触桃形滚道等非圆弧形滚道的直径,适应能力更强,是一种简单、轻便、高效的回转支承滚道直径测量装置。 1、检测装置的主要结构 该测量装置主要用于测量大型回转支承滚道直径,由固定杆、移动杆、光栅、导轨、接触定位钢球、显示器等组成。固定杆两端连接两个可更换的钢球,以适应不同滚道圆弧直径。两钢球之间的距离由标定获得为固定值,即固定弦长。与固定杆垂直平分的移动杆和固定杆通过直线移动导轨连接,移动杆连接有一个可更换的钢球,同样可以适应不同滚道圆弧直径要求,弓高由光栅检测数据获得。 2、检测装置的工作原理及过程 当检测回转支承外圈内滚道时,钢球的外侧与滚道接触,通过计算可得回转支承滚道直径。检测时先根据所测对象的尺寸选择合适的钢球。先放置固定杆,将固定杆两端的两个钢球嵌入回转支承外圈的内滚道,然后手动调整移动杆直到将移动杆钢球也嵌入滚道。然后读取测量装置上光栅的值。再通过计算即可得出滚道直径的数值。通过单片机系统可以实现自动计算和被测直径数字量直接输出,从而简化测量过程。测量内圈外滚道时与测量外圈内滚道时方法相似。 3、误差分析 通过误差分析得出:测量误差随着被测直径的增大而增大,近似于直线分布。其误差的大小均能满足普通产品的生产需要以及满足较高精度的测量要求。由于固定杆不对称误差引起的偏移误差能够保证在0.2mm以内,所以其对最终结果得影响小于0.5微米,即对测量结果得影响可以忽略。移动杆垂直度引起的误差是可以计算并予以消除的。
作品图片

作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 1、目的:解决大直径回转支承滚道直径的检测问题。 2、基本思路:采用三点式测量方法,用可更换钢球实现自动定位,用光栅作为位移测量装置,并可以通过显示器实现直接的数字输出。 3、创新点:现有的测量装置存在累积误差,而本装置是在接近工作情况下测量的,因此精度较高。 4、主要技术关键:光栅测量,参数标定,零件加工精度 5、主要技术指标:测量时的工作条件,测量的精度及测量的误差分析。
科学性、先进性
- 1、本检测装置采用测量输出一次完成的方法减少了传统检测、比对两次测量误差累积对测量结果的影响。可以连续多次的进行不同尺寸滚道直径的测量,避免了传统测量方式每次测量都要重新比对的繁琐过程,简化了测量过程,缩短了测量时间; 2、通过三点式测量方法和使用适应滚道的钢球有效的提高了定位的精度; 3、用光栅检测数据较以前的游标卡尺等有效的提高测量精度; 4、数字的输出形式可以有效避免直接读游标卡尺等测量工具时有可能产生的失误; 5、用适应滚道的球形测头可以测量四点接触桃形滚道等非圆弧形滚道的直径,适应能力更强。
获奖情况及鉴定结果
- 2009年5月,获校第七届大学生课外学术科技作品竞赛特等奖; 2009年6月,团省委、省教育厅、省科协、省学联,获省大学生课外学术科技作品竞赛一等奖; 经校图书馆检索,目前国内尚无弓高弦长测量方法方面的研究文献报道。
作品所处阶段
- 中试阶段
技术转让方式
- 专利技术转让
作品可展示的形式
- 实物产品、图片、现场演示
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 通过三点式测量方法和使用适应滚道的钢球有效的提高了定位的精度。移动副由一力矩电机驱动,移动副直接改变固定端和移动端间的距离,以满足测量不同回转支承滚道直径的要求。该测量装置可用在大直径回转支承滚道直径的测量上,由于其具有精度高、测量方便、适用于不同直径的测量上,故可以广泛使用,相信会对目前的测量大直径的回转支承滚道方法产生一次革命,经济效益前景良好。
同类课题研究水平概述
- 目前,国内外关于大直径测量的研究较多,主要有以下几种观点: 1.合肥工业大学的余晓芬教授提出了基于单滚压轮测量原理的大直径多滚压轮测量方案及系统,设计了一种新型测量头,采用由三个滚轮构成多滚压轮测量系统,通过减小滚轮打滑、变形及温度对测量结果的影响,以及对打滑的测算和补偿来提高滚轮法测量精度。 2.哈尔滨工程大学郭黎滨等提出了基于“标记法”测量原理的新型标记法大直径测量方案及数学模型,标记法是通过在直径上作标记,记录标记通过两点的时间测算两点相对圆心的角度变化,通过标定的两点的直线距离来测算直径。 3.三坐标测量机是现在逐渐得到广泛应用的一种形位测量仪器,可以对多种形状的零件进行测量,是一种通用性非常强的测量仪器。该仪器也可以实现对回转支承内外景,厚度等尺寸的综合测量。测量精度非常高可以达到0.001mm级别。但是测大直径的设备庞大、价格昂贵。 总体来讲,现行方案存在以下弊端,导致测量误差较大: 1. 用于测量棒定形的游标卡尺精度偏低,直接影响滚道直径的检测精度; 2. 测量力是由弹簧压缩获得,由于尺寸的不一致性,测量力也各异,从而导致因测量力不同而引起的测量误差; 3. 由于被测尺寸是内外滚道直径,测量棒在游标卡尺上比对以后,往往需将百分表取下,避免由于百分表的行程不足而导致百分表损坏。待到测量棒进入被测工件检测位置以后,重新装上百分表进行检测。两次安装百分表同样会造成测量误差; 4. 在使用测量棒的过程中需要进行人工读数无形中增加了人为因素产生误差的可能性。








